在役管线现场坡口加工
客户咨询最多的工况,是管道已经焊接到系统里 —— 这类场景无法使用 内涨式工具,只能上外抱式分体坡口机。 冷切割工艺,无需动火许可、无热影响区 —— 单次装夹即可得到落在 ASME B16.25 公差带内的坡口。
常见的选型失误是仅凭外径在目录范围内就买链式便携机。链式夹紧 无法承受重壁管(Sch 80 碳钢及以上)的切削反力,加工出的坡口 会出现锥度。夹紧方式要与壁厚匹配,不能只看直径。
管线建设用冷切割坡口加工
内涨式(ISY)与外抱分体式(OD 安装)冷切割坡口机为管端焊接做准备 —— 无热影响区、无火花、无热变形。既适用于在役管线现场作业,也适用于 车间高产能批量加工,可加工 V、Y、J 型及复合坡口,几何精度符合 ASME B16.25 / EN ISO 9692-1。

轻量化铝合金机身冷切割坡口机,适用于中小口径管道(Ø 14–114 mm)。 凸轮自锁夹紧一拉到位,同步进给加工出符合规范的焊接坡口,无热影响区。

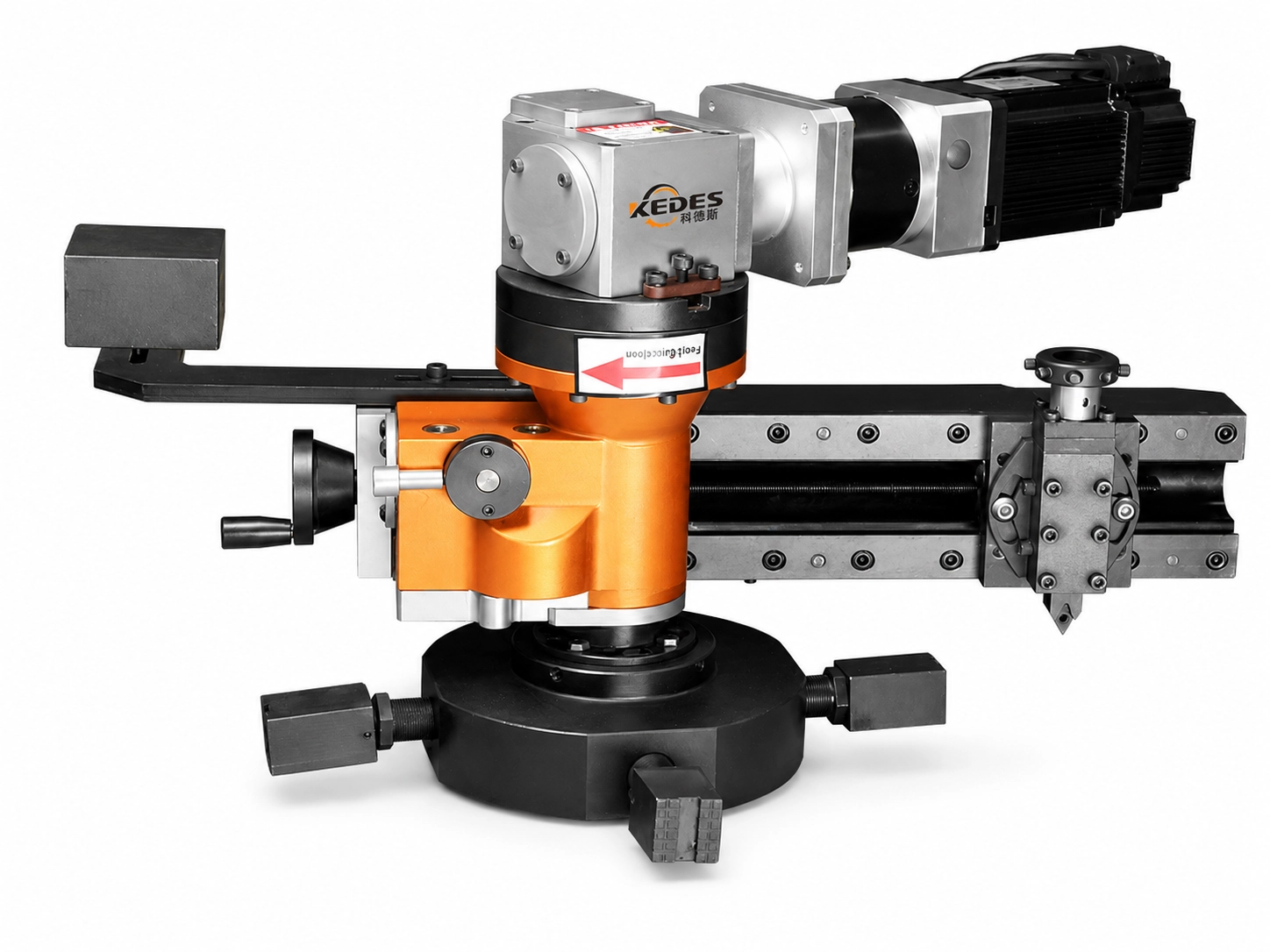
采用高强度高精度可分瓣圈体结构的外卡式冷切割坡口机,四爪自定心卡盘 自动定位管子中心,适用于管道 Ø 50–610 mm、壁厚 ≤ 30 mm。切割与坡口 一次成型,尤其适合大批量管材作业;电动 / 气动 / 液压 / 麦太保四种 驱动可选,220V·50Hz 大范围调速,具 CE 认证。

落地式管段切割坡口工作站。管道固定在 4 爪或 6 爪电动自定心夹盘内, 刀头绕管道公转 —— 单次走刀完成切断与坡口,适用于管道 Ø 50–630 mm、 壁厚达 38 mm。预制车间生产的主力机型。

自走式铣边机,可沿大口径管道与压力容器壳体(外径 > 600 mm)的 圆周行走。专用夹紧系统跟踪曲面,刀具加工壁厚达 100 mm 的纵焊缝 或环焊缝坡口。冷铣削,下机表面即达 Ra 3.2–6.3 μm。

外夹式全自动坡口机,窄体紧凑设计,专为狭窄工作间内小管径管道的端面 坡口而生 —— 外卡式定位安装、定心精确、装夹稳固,自动进刀、操作简便。 广泛用于水冷壁、锅炉鳍片、省煤器、过热器、再热器等单管与排管的换管 作业,也适用于内孔被堵塞、密封或过窄无法用涨紧芯轴的小口径管道。

内孔装夹冷切割坡口机,胀紧机构插入管内孔即自动定位对中,适用于管道 内径 Ø 18–830 mm。标准型壁厚 ≤ 15 mm,重载 II 型可达 ≤ 75 mm。除碳钢、 不锈钢、合金钢管的 V / U 型坡口、倒棱、削边外,还可加工焊后凸面法兰; 坡口角度 0°–40° 任意可调。机器轻便、携带方便,电动(ISE)/ 气动(ISP) 驱动可替换。

便携式冷切割铣边机,沿工件边缘爬行作业,无需卡入固定机架。可加工 外径 > 114 mm 的管道(无上限)以及平板坡口,一机两用。35 kg 单人 设备,适用于现场检修、大口径管线与储罐制造。
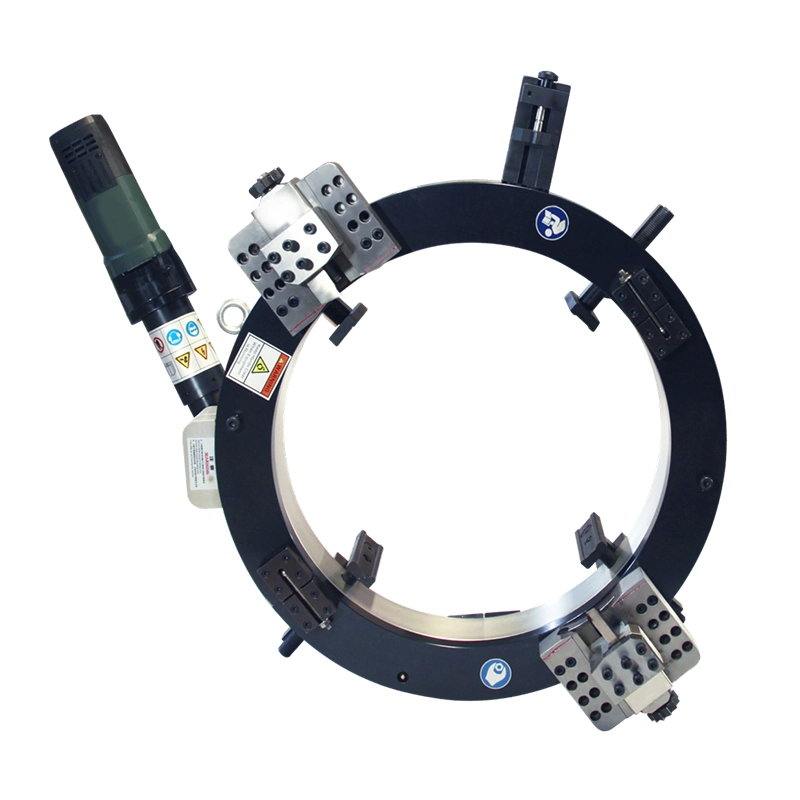
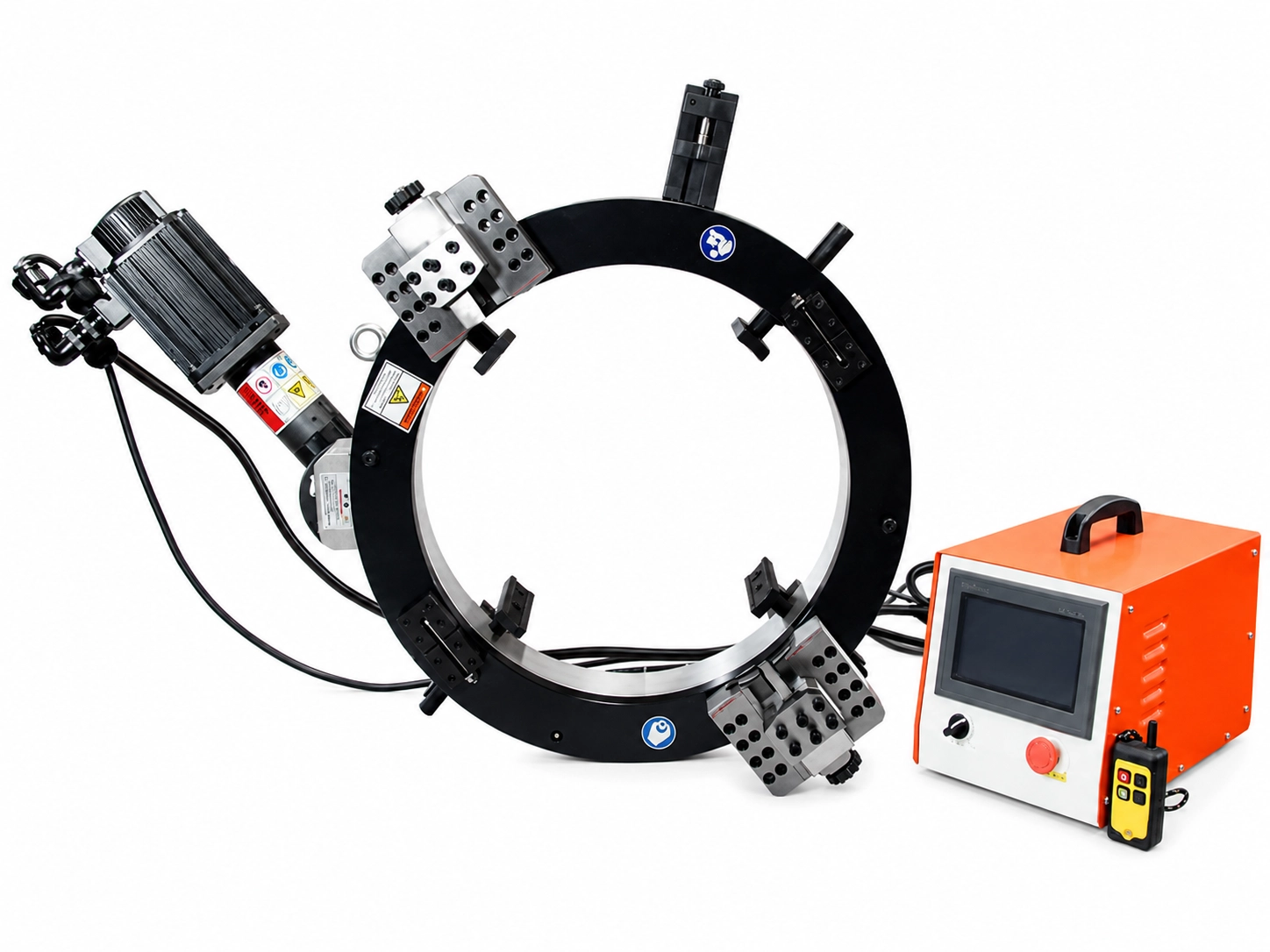
两瓣机架合抱在已安装管道上的外钳式冷切割坡口机,适用于在役管道 Ø 25–1830 mm(1″–72″),共 24 个规格。机身轻便、径向净空间小, 可在连续管线上一次完成切断、坡口与复合坡口加工,无热影响区。 电动(OCE)、气动(OCP)、液压(OCH)与数控伺服(OCS)四种驱动可选。
客户咨询最多的工况,是管道已经焊接到系统里 —— 这类场景无法使用 内涨式工具,只能上外抱式分体坡口机。 冷切割工艺,无需动火许可、无热影响区 —— 单次装夹即可得到落在 ASME B16.25 公差带内的坡口。
常见的选型失误是仅凭外径在目录范围内就买链式便携机。链式夹紧 无法承受重壁管(Sch 80 碳钢及以上)的切削反力,加工出的坡口 会出现锥度。夹紧方式要与壁厚匹配,不能只看直径。
管线施工队伍流动作业,需要能搬到焊口边、能用现场任何动力源运行的 设备。我们的便携系列覆盖 Ø 50–600 mm,气动或电动驱动可选 —— 危险区域默认气动驱动(参见危险区为何气动驱动优于电动), 非防爆场合用电动。
连头失败往往源于同一个原因:坡口机在外径范围的大端刚性下降, 沿圆周方向坡口几何不一致。厂家都会标"便携",但刚性指标少有公布。 选型时一定要追问刚性数据。
对于带 WPS 的管道 —— 不锈钢工艺管线、含硫碳钢、P91 / P92、 因科镍过渡段 —— 坡口不是装配工自由发挥的环节。手工打磨无法 在每个焊口上稳定保持 WPS 公差,只有机加工坡口才行。我们的 凸轮自定心 与分体式机型出厂均附带校准证书。
V、Y、J 与复合坡口刀头共用同一机身。针对具体 WPS 的坡口几何 选型逻辑,参见 V 型坡口、J 型坡口与复合坡口对比; 不锈钢坡口的洁净要求,参见 不锈钢坡口加工如何保留耐蚀性能。
锅炉检修首先是个空间问题。管子尺寸不大(外径 38–76 mm), 但膜式水冷壁的管间净空只有 40–80 mm —— 多数管道坡口机即便 目录直径范围合适,也根本伸不进去。
此时合适的工具是外卡窄体坡口机 —— 超薄环形机身可在水冷壁管间隙内闭合,冷切削 T22 / T91 / T92 合金管而不产生热影响区。完整的检修计划参考 锅炉水冷壁管更换指南。
船厂管系是批量作业 —— 壁厚可预测、几何重复度高,瓶颈在于 单班产能而非加工复杂度。
我们通常将内涨式坡口机(用于两端开口的短管)与 外抱分体式机型 配合使用,后者负责大型主管三通与集箱。船级社规范(LR / DNV / ABS / CCS)的坡口几何要求与 ASME B16.25 一致,一套刀具方案 即可覆盖主要规范。
石化与 LNG 项目带来两个额外约束:低温工况(9% 镍钢、奥氏体 不锈钢)不允许出现热影响区;预制模块要按节点交付,坡口质量 必须一次合格。两点都把冷切割推到了强制工艺的位置。
LNG 输送管线(Ø 200–600 mm)典型工况下,使用 J 型或复合 坡口的外抱分体式坡口机,单个项目即可通过节省 9% 镍焊材 收回刀头成本 —— 具体测算参见 V 型与 J 型坡口经济性对比。 更大规格的工况则由 DMM-YG 大型管道铣边机 覆盖。
微信扫码添加
微信号:18665878998(电话同号)