管线与压力设备法兰检修
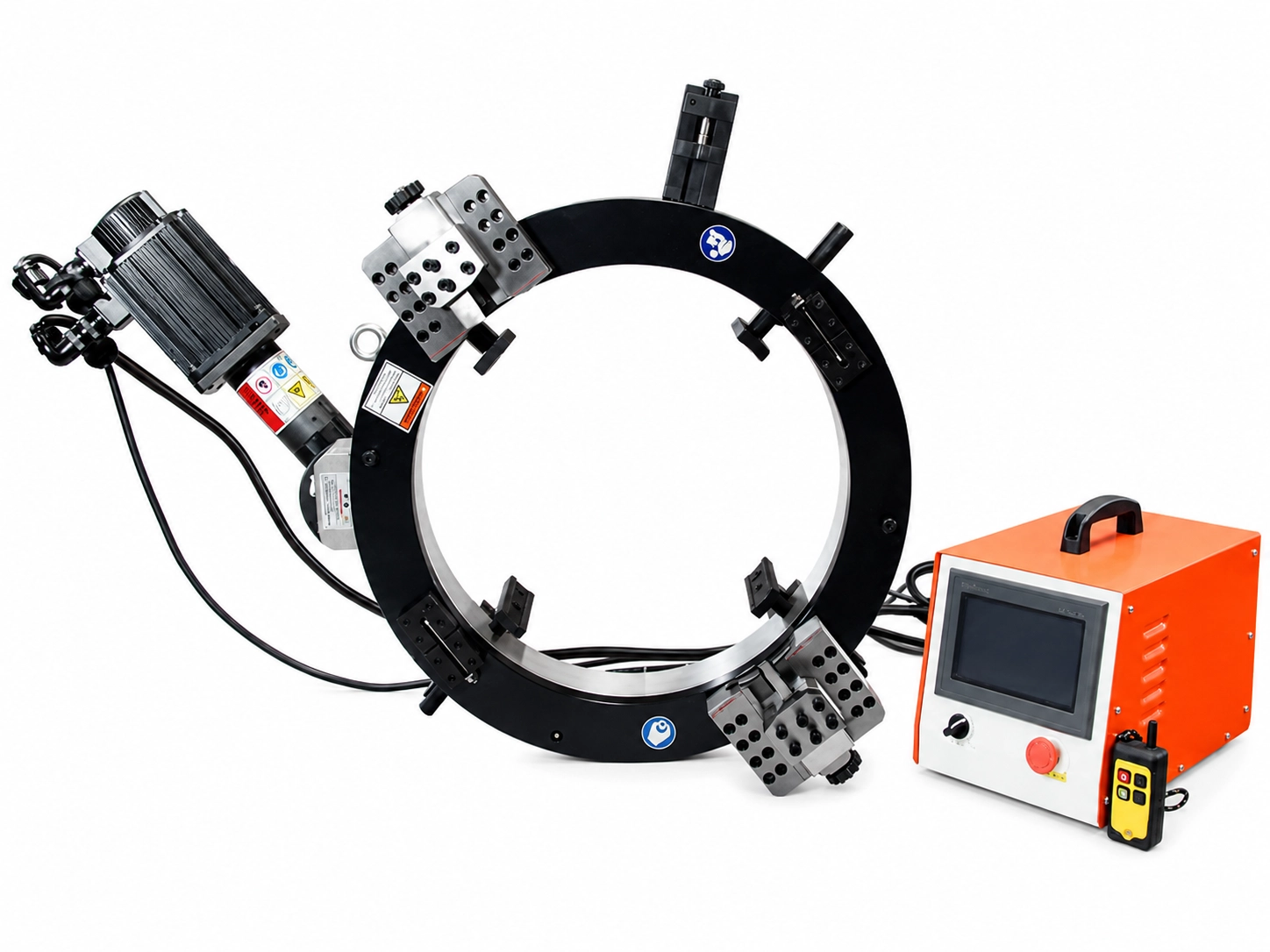
在役法兰失效,常见原因有密封面腐蚀、垫片冲蚀、RTJ 沟槽冲刷等。 在运管线上拆卸法兰返厂几乎不可行 —— 上游管段也得跟着停。 解决方案是用便携式法兰端面加工机 :从法兰内孔装夹,单次装夹完成端面修复与沟槽重切。
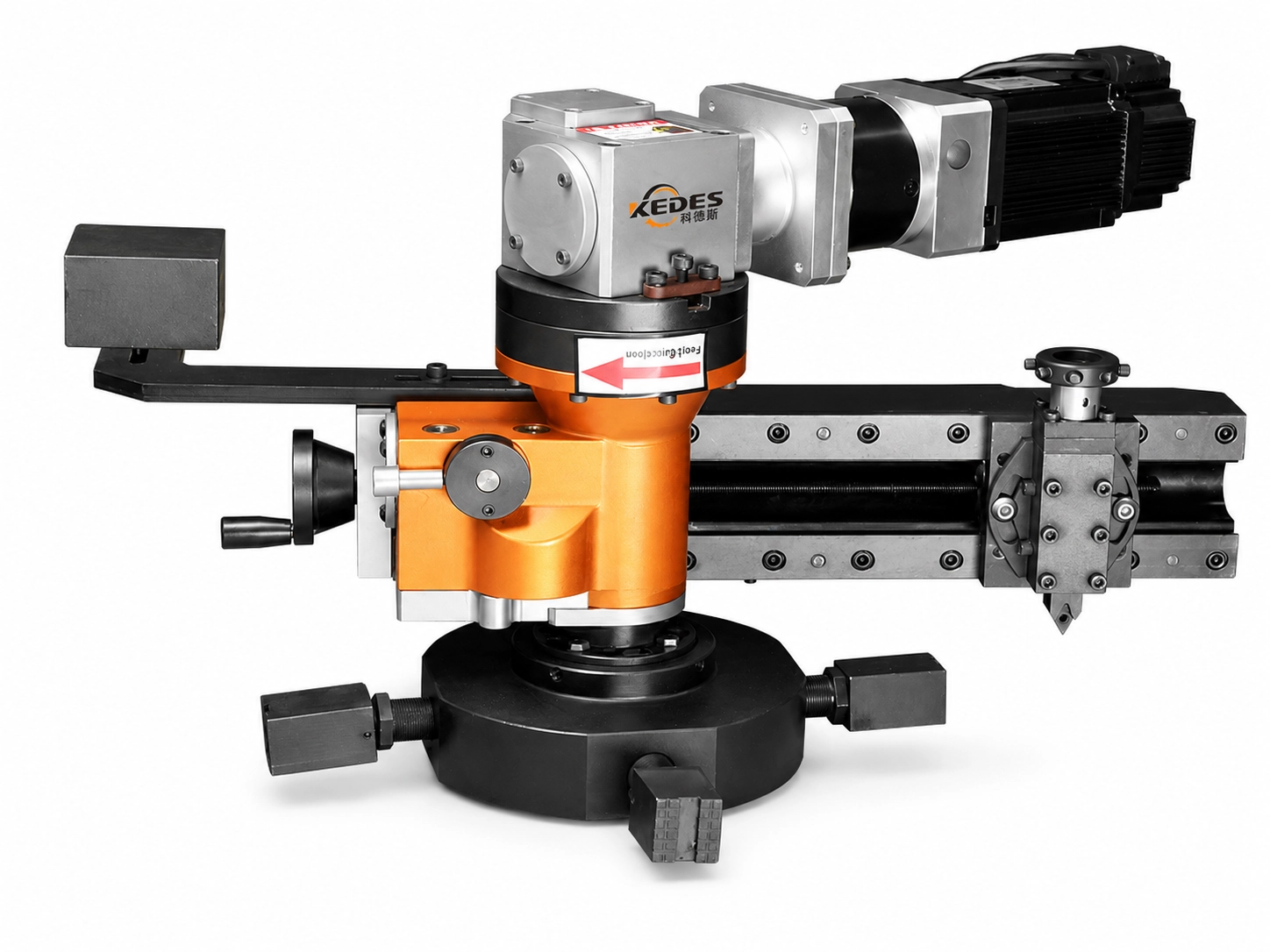
RTJ 沟槽修复有几条硬规矩:23° 锥面公差 ±0.5° 以内,沟槽底面 Ra ≤ 1.6 µm,且与法兰内孔同轴。完整现场作业流程参见 RTJ 沟槽加工指南。
现场法兰密封面修复(RF / FF / RTJ)
便携式法兰端面加工机可在不拆下法兰的前提下,对 RF(凸面)、FF (平面)与 RTJ(环连接)密封面进行现场修复 —— 从法兰内孔或外缘 装夹,单次装夹完成端面车削与沟槽重切。工艺逻辑只有一条:设备就 工件,免拆免运,冷加工无动火许可。
在役法兰失效,常见原因有密封面腐蚀、垫片冲蚀、RTJ 沟槽冲刷等。 在运管线上拆卸法兰返厂几乎不可行 —— 上游管段也得跟着停。 解决方案是用便携式法兰端面加工机 :从法兰内孔装夹,单次装夹完成端面修复与沟槽重切。
RTJ 沟槽修复有几条硬规矩:23° 锥面公差 ±0.5° 以内,沟槽底面 Ra ≤ 1.6 µm,且与法兰内孔同轴。完整现场作业流程参见 RTJ 沟槽加工指南。
法兰密封面不是装饰面 —— 它是密封参数本身。软质垫片配过于光滑 的面会泄漏;金属环面配过粗的面同样会泄漏。每种垫片在 ASME B16.5 / B16.20 中都有对应的光洁度区间。
便携式法兰加工机 通过控制进给量与刀片几何来匹配光洁度 —— 标准粗加工面 Ra 6.3 µm、 光面 Ra 1.6 µm、齿形面则控制螺旋节距。完整的垫片 - 光洁度对照 参见法兰密封面光洁度详解。
炼厂大修(TAR)或海上平台停产期间,每一项法兰修复都在抢动火 许可的时间。冷加工不需要动火许可,对在役装置而言这直接意味着 每班更多有效作业时间 —— 有时甚至决定开车节点是按期还是延期。
关于危险区域气动 / 电动驱动的整体决策逻辑,参见 石油天然气气动加工安全规范。 请把法兰外径、沟槽类型与区域防爆等级发到询价表单, 我们会按现场窗口期匹配合适尺寸的机型。
微信扫码添加
微信号:18665878998(电话同号)