
1 / 3
DCM 系列 · 车间型 ASME B16.25 EN ISO 9692-1
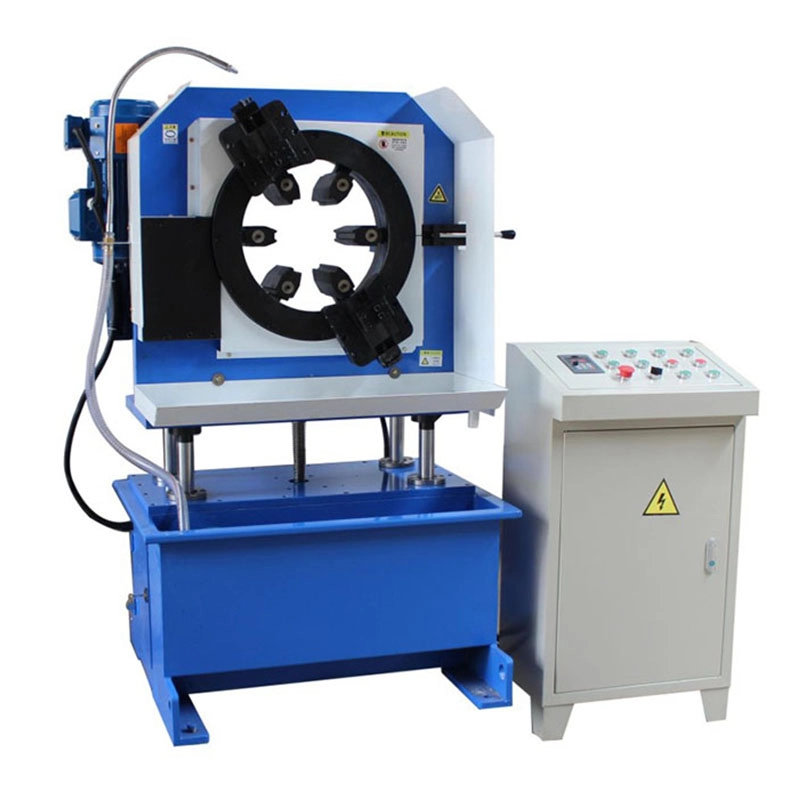
DCM 车间型管道切割坡口工作站
落地式管段切割坡口工作站。管道固定在 4 爪或 6 爪电动自定心夹盘内, 刀头绕管道公转 —— 单次走刀完成切断与坡口,适用于管道 Ø 50–630 mm、 壁厚达 38 mm。预制车间生产的主力机型。
管道外径范围
Ø 50 – 630 mm(2″ – 24″)
壁厚
最大 38 mm(DCM-325)
加工功能
切断 + 坡口一次完成
冷却
循环水冷
通常一个工作日内回复(GMT+8)
01 型号对比
按规格选型 —— 本系列共 3 款型号。
| DCM-325 标准型 · 12″ 以内管道 | DCM-426 中型 · 16″ 以内管道 | DCM-630 重载型 · 24″ 以内管道 | |
|---|---|---|---|
| 管道外径范围 | 50 – 325 mm(2″ – 12″) | 108 – 426 mm(4″ – 16″) | 325 – 630 mm(12″ – 24″) |
| 壁厚 | 3 – 38 mm | 5 – 25 mm | 3 – 25 mm |
| 电机功率 | 4000 W | 5500 W | 7500 W |
| 主轴转速 | 0 – 35 r/min | 0 – 35 r/min | 0 – 17 r/min |
| 夹紧方式 | 4 爪电动 | 4 爪电动 | 6 爪电动 |
| 进给量 | 0.1 – 0.2 mm/转 | 0.1 – 0.2 mm/转 | 0.1 – 0.2 mm/转 |
| 净重 | 700 kg | 1200 kg | 2000 kg |
| 索取该型号报价 |
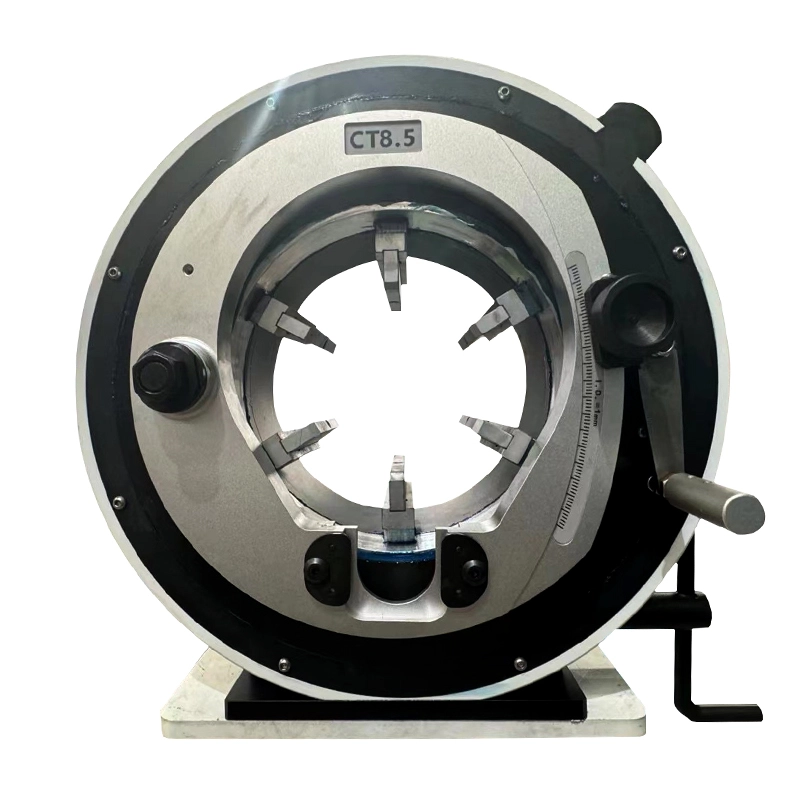
02 工作原理
车间型切割坡口工作站工作原理
管道固定在机器落地式机架的电动自定心夹盘内。刀头 —— 切断刀盘 配坡口刀 —— 沿环形齿轮绕管道公转,在同一走刀中完成切断与坡口。 由于管道始终不动,托辊可承托长料而无需在两次切割之间动用吊车, 这正是 DCM 成为管段预制车间生产核心的原因。循环水冷回路在不锈钢 与铬钼管长批量作业中保持刀具恒温,延长刀片寿命并保住冷切表面 质量。

03 核心特点
专为施工现场而生。
// 01
切断 + 坡口同步 —— 每焊口一次装夹
双径向刀架在一个循环内完成切断定尺与焊接坡口。相比先切后坡的分设工位,循环时间约减半。
// 02
电动自定心夹盘 —— 4 爪或 6 爪
DCM-325 / 426 配 4 爪,壁厚达 38 mm;DCM-630 配 6 爪,在大直径上分散夹持力。同心夹紧是端面方正、无需重新找正的前提。
// 03
落地式刚性
700 – 2000 kg 机座彻底抑制切削颤振。长批量生产中表面光洁度保持一致 —— 对每个坡口都需一致的规范管道至关重要。
// 04
循环水冷
闭环冷却液保持硬质合金 / 高速钢刀具恒温。对不锈钢与铬钼至关重要 —— 加工硬化会加速刀片磨损,而长批量作业否则需停机换刀。
// 05
DCM-630 配 7.5 kW 驱动
高扭矩密度适用于重壁(≤ 25 mm)Sch 80 / 160 碳钢与合金管,外径达 24″。是电厂制造的标准机型。
// 06
自动进给
机械进给可调 0.1 – 0.2 mm/转。操作工装料、启动循环后即可离开 —— 预制车间典型人机比为 3:1。
06 常见问题
关于 DCM 系列 · 车间型 的常见问题。
没找到答案?
它与凸轮式、分体式等便携坡口机有何不同?
DCM 是固定式生产工作站 —— 管材就机器。便携坡口机(凸轮式、 SOC 卡盘、分体式 OC)是机器就管材,一般用于现场或在役作业。 对高产量车间生产,DCM 单焊口更快、更一致 —— 管材被刚性夹持, 操作工水平不再是变量。
为什么 DCM-630 用 6 爪夹盘,而较小机型用 4 爪?
大直径(≥ 12″)管材因轧制与搬运更易椭圆失圆。6 爪夹盘以 60° 间隔(而非 90°)分散夹持力,减少局部变形、改善失圆料的同轴度。 较小管材 4 爪已足够。
单次走刀现实可加工多厚的管壁?
碳钢每次走刀深度达 3 mm;不锈钢与铬钼略少,以保住硬质合金刀片 寿命。DCM-325 在 Sch 80 碳钢管(壁厚约 11 mm)上的典型循环约 每焊口 4–6 次走刀(含切断)。
同一台机器能加工不锈钢、合金与碳钢吗?
可以 —— 按材质更换硬质合金刀片牌号(铸件用 K 牌号,碳钢与 低合金用 P 牌号,不锈钢与因科镍用 M 牌号)。水冷系统持续运行, 对不锈钢与合金作业至关重要 —— 否则加工硬化会毁掉刀片寿命。
07 相关系列
全部管道冷切割机