工业制造与检修切割
不少加工车间和检修班组依然默认用等离子或砂轮切割机锯管定尺 —— 这对普通结构件没问题,但对挂了 WPS 的规程管道就是错的。 等离子切割留下的热影响区,焊接前必须铣削去除。
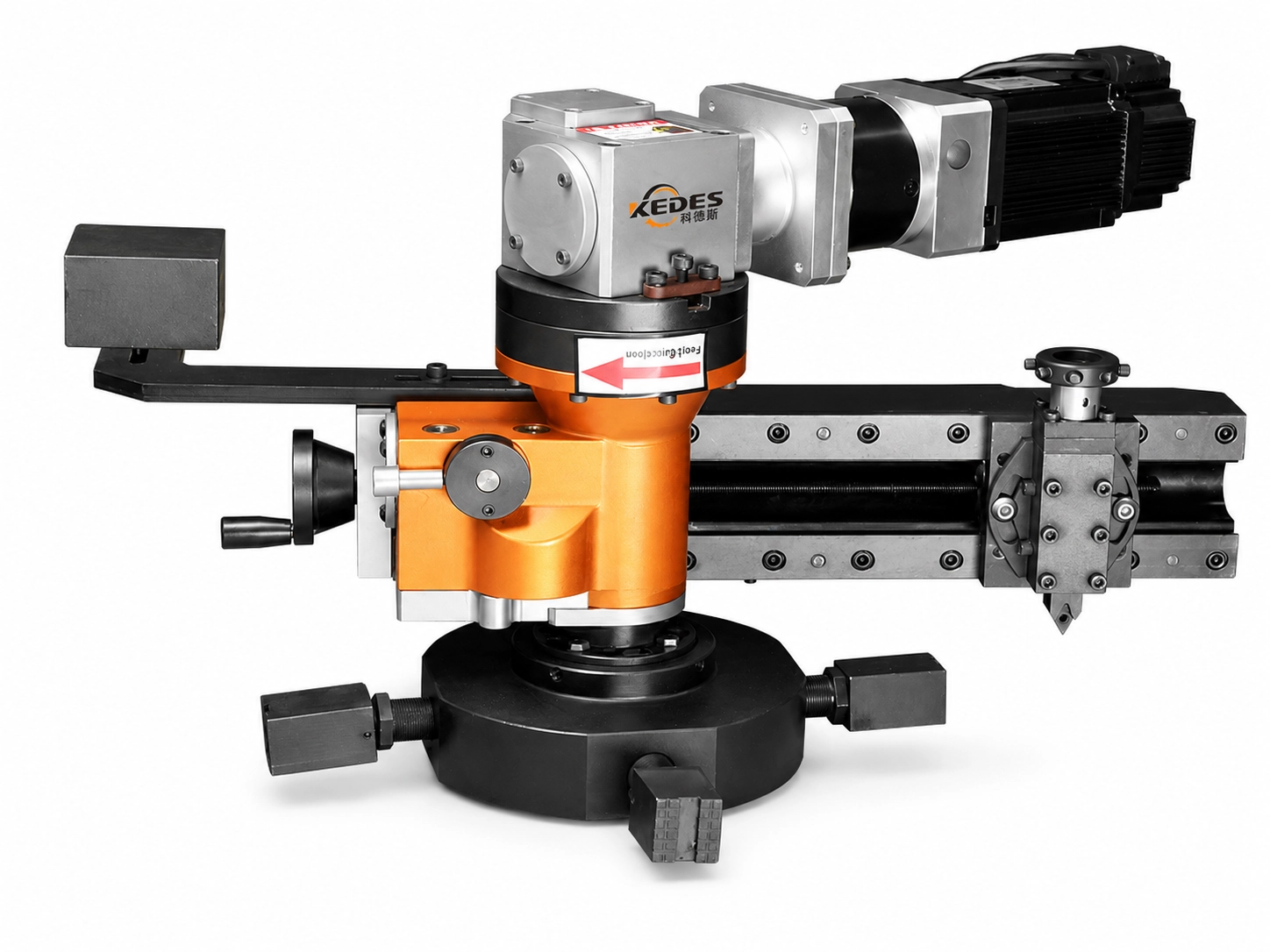
行星式轨道管锯 可以冷切断管道,没有热影响区,也不需要动火许可。车间小口径 定尺则可选 DCM 车间型管切机 处理台面作业。完整工艺对比参见 冷切割与热切割对比。
冷切断管道 —— 无热影响区、无变形
轨道式冷切割管锯可在不加热、不产生火花、不留毛刺的前提下切断在役 管道。单刃与外抱分体式机型覆盖从小口径工艺管线到长输主管的全部 口径范围,且可在同一次装夹中同步完成坡口加工,将焊接前处理时间 缩短一半。


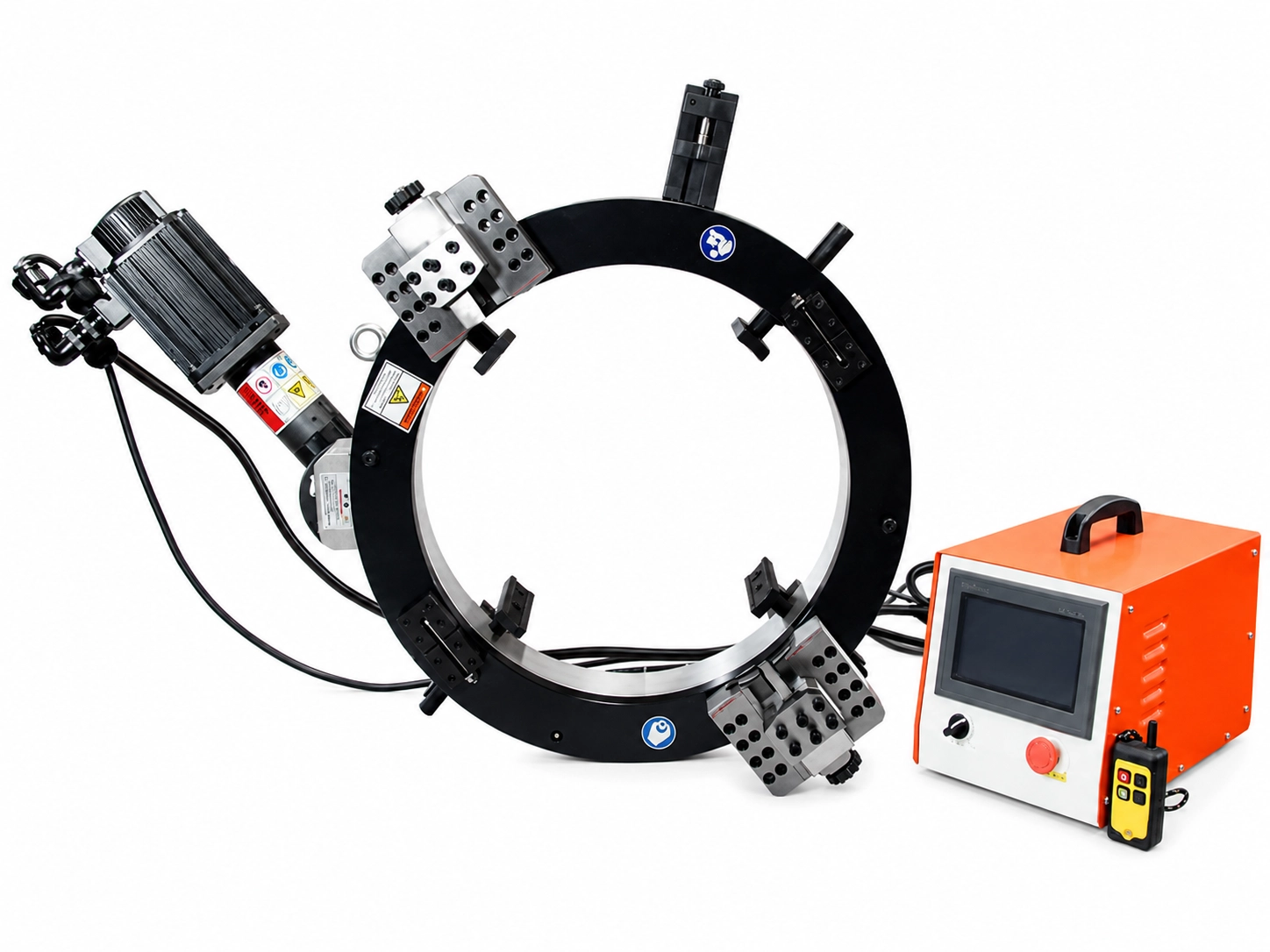
落地式管段切割坡口工作站。管道固定在 4 爪或 6 爪电动自定心夹盘内, 刀头绕管道公转 —— 单次走刀完成切断与坡口,适用于管道 Ø 50–630 mm、 壁厚达 38 mm。预制车间生产的主力机型。
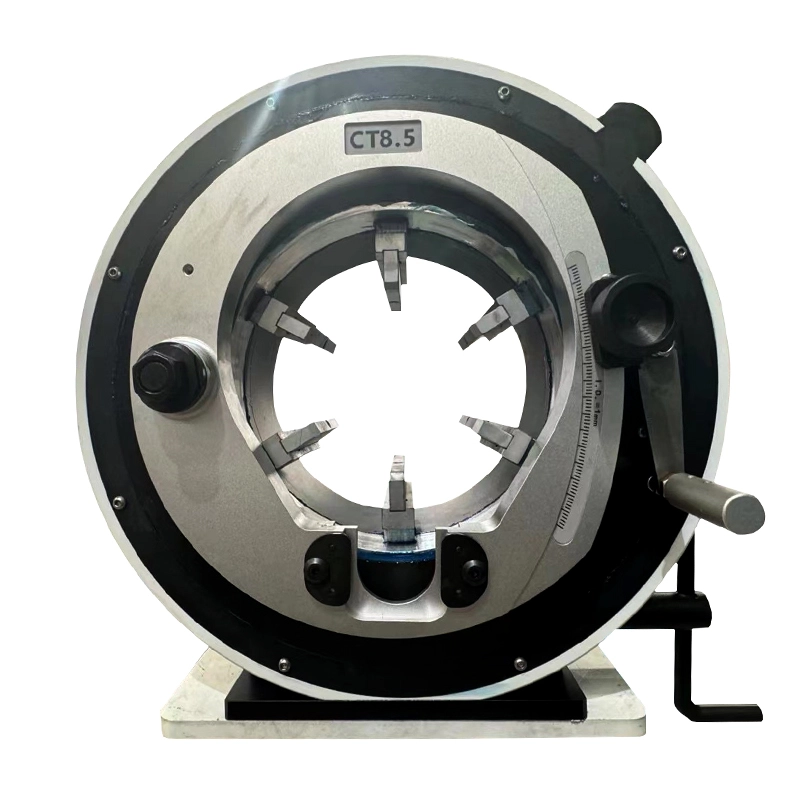
轨道式冷切割管锯,锯片以行星齿轮方式绕工件公转 —— 加工出垂直切口 (垂直度 < 0.25 mm),可直接交接轨道焊机头。规格面向半导体、制药 与食品级安装中的高纯 316L 管材。
不少加工车间和检修班组依然默认用等离子或砂轮切割机锯管定尺 —— 这对普通结构件没问题,但对挂了 WPS 的规程管道就是错的。 等离子切割留下的热影响区,焊接前必须铣削去除。
行星式轨道管锯 可以冷切断管道,没有热影响区,也不需要动火许可。车间小口径 定尺则可选 DCM 车间型管切机 处理台面作业。完整工艺对比参见 冷切割与热切割对比。
在役管线的连头或抢修切割不能上动火 —— 可燃气体检测、监火、 许可证审批整套流程会吃掉整个班次的时间。冷切割完全绕开这套 管理开销。同时切口足够方正,可在同一装夹中直接进入分体式 坡口机加工,单焊口前处理时间减半。
大口径主管推荐分体式系列,一次装夹完成切断与坡口。配套坡口 加工设备参见管道坡口机。
炼厂、FPSO、燃气厂等设有"工作许可证"管理体系的场所,动火 作业只能在许可窗口内进行。冷切割无需许可,可全班次连续作业。 在典型大修工况下,这直接转化为每个班组每班多出 2–4 小时 有效作业时间。
1 区防爆环境默认气动驱动,因为气动消除了电火花点燃源。 气动与电动驱动的完整对比参见 危险区气动加工安全规范。
微信扫码添加
微信号:18665878998(电话同号)