焊后表面精加工
焊缝余高看起来"已完工",其实并未完工。ASME 与 API 对压力 容器与储罐的表面光洁度要求规定:检验、涂装或衬里前,余高 必须铣平到严格的高度公差范围内。
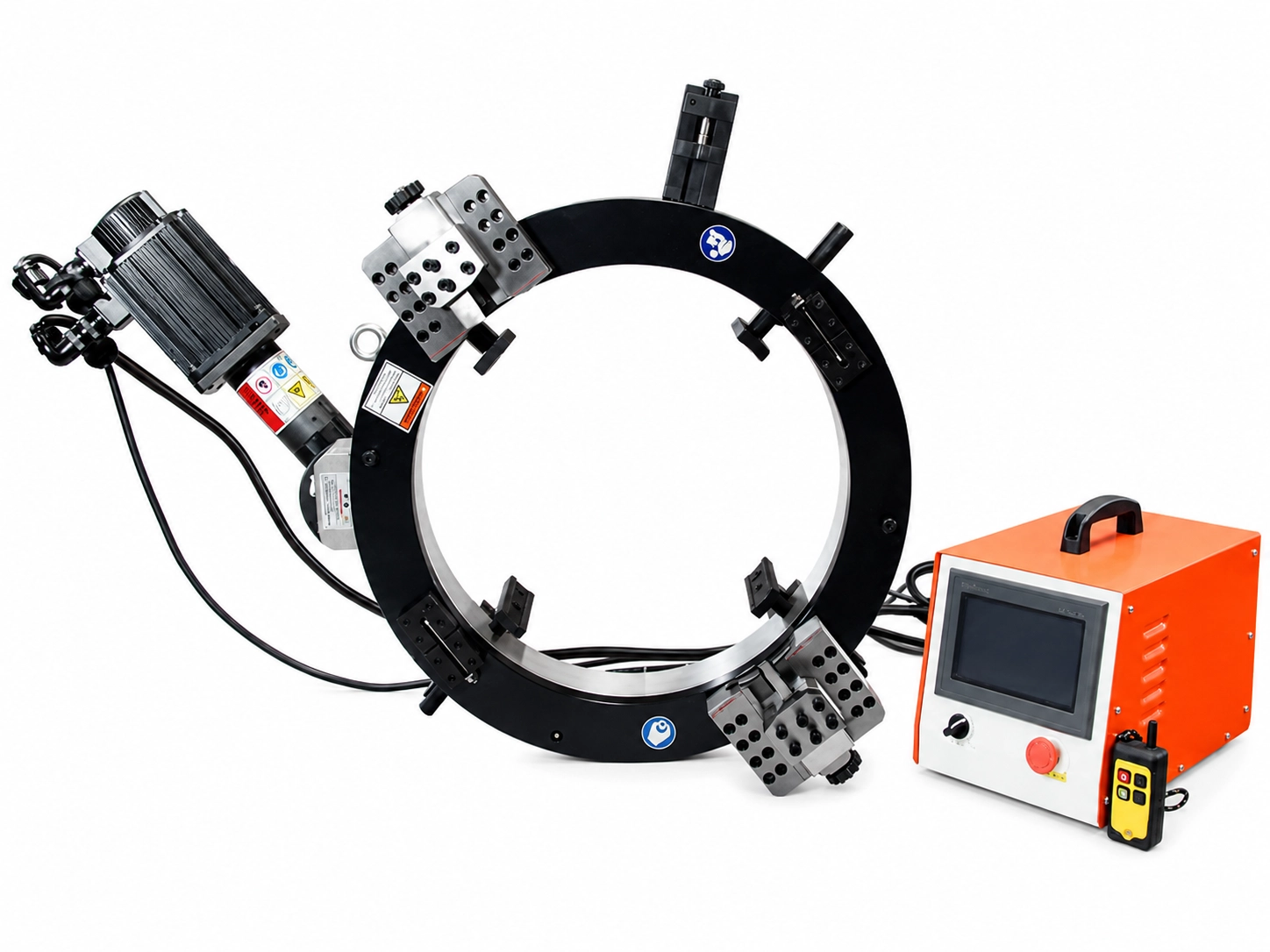
HDL-5D 焊缝铣削机 自走式驱动硬质合金刀具沿焊缝走刀,数米焊缝上保持 ±0.1 mm 高度公差 —— 远优于打磨机所能达到的精度。铣削机与打磨机 的选型逻辑见焊缝余高去除工具选型。
免打磨平整焊缝余高
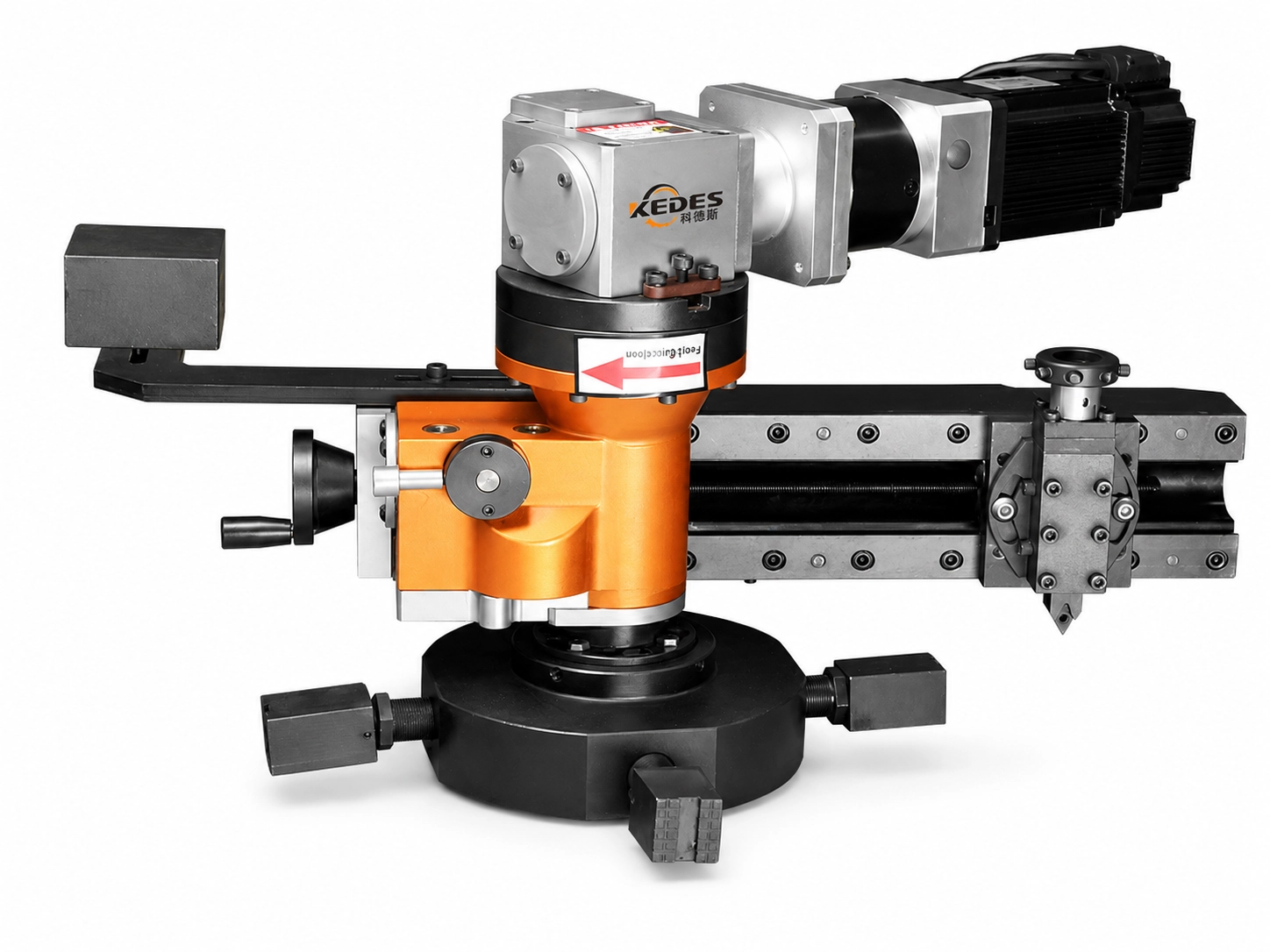
自动跟踪式铣削刀具单次走刀即可去除纵焊缝与环焊缝的余高(焊缝 增强部分)。在检验、涂装或抛光前,可替代手工打磨满足 ASME / API 表面光洁度要求。

焊缝余高看起来"已完工",其实并未完工。ASME 与 API 对压力 容器与储罐的表面光洁度要求规定:检验、涂装或衬里前,余高 必须铣平到严格的高度公差范围内。
HDL-5D 焊缝铣削机 自走式驱动硬质合金刀具沿焊缝走刀,数米焊缝上保持 ±0.1 mm 高度公差 —— 远优于打磨机所能达到的精度。铣削机与打磨机 的选型逻辑见焊缝余高去除工具选型。
压力容器与反应器的纵焊缝长度一般为 6–18 米,需去除 3–8 mm 的余高。熟练焊工手工打磨这段长度,单米需 90 分钟以上, 返工概率 15–30%。
自走式铣削机同一米焊缝只需 2–3 分钟,返工率低于 2%。 以一家每天处理 10 道此类焊缝的容器加工厂为例,仅按焊工 工时计算,机器投资在一个季度内即可回本,返工成本节省 尚未计入。
储油罐、储水罐与化工罐在内衬涂装前需先把内壁焊缝平整。 打磨留下的旋纹会在附着力检测中暴露为涂层失效;而铣削 面则提供一个涂层可以良好结合的受控表面。
与纵焊缝精修同一台设备、同一套工艺 —— 内部空间几何参见 HDL-5D 铣削机 规格说明。焊前打磨清理参见气动工具。
微信扫码添加
微信号:18665878998(电话同号)