钢结构制造的焊接边缘准备
钢板坡口工艺主要有两条路线 —— 滚剪式与铣削式 —— 多数车间会选错。滚剪式在低碳钢、长直线、单一角度大批量场景下效率最高; 其余所有工况(合金材质、可变角度、高质量要求)都应当用铣削式。
KBM 滚剪式板材坡口机 是低碳钢高产能场景的正解;GL 自走式铣边机 则覆盖其余所有工况。
铣削式钢板边缘坡口加工
铣削式钢板坡口机可在碳钢、不锈钢与复合板上加工出洁净的 V、Y、X、K 型坡口。自走式与固定式机型覆盖船体分段坡口、钢构焊接坡口与压力容器 封头边缘加工 —— 无熔渣、无氧化层,焊前无需返工修磨。


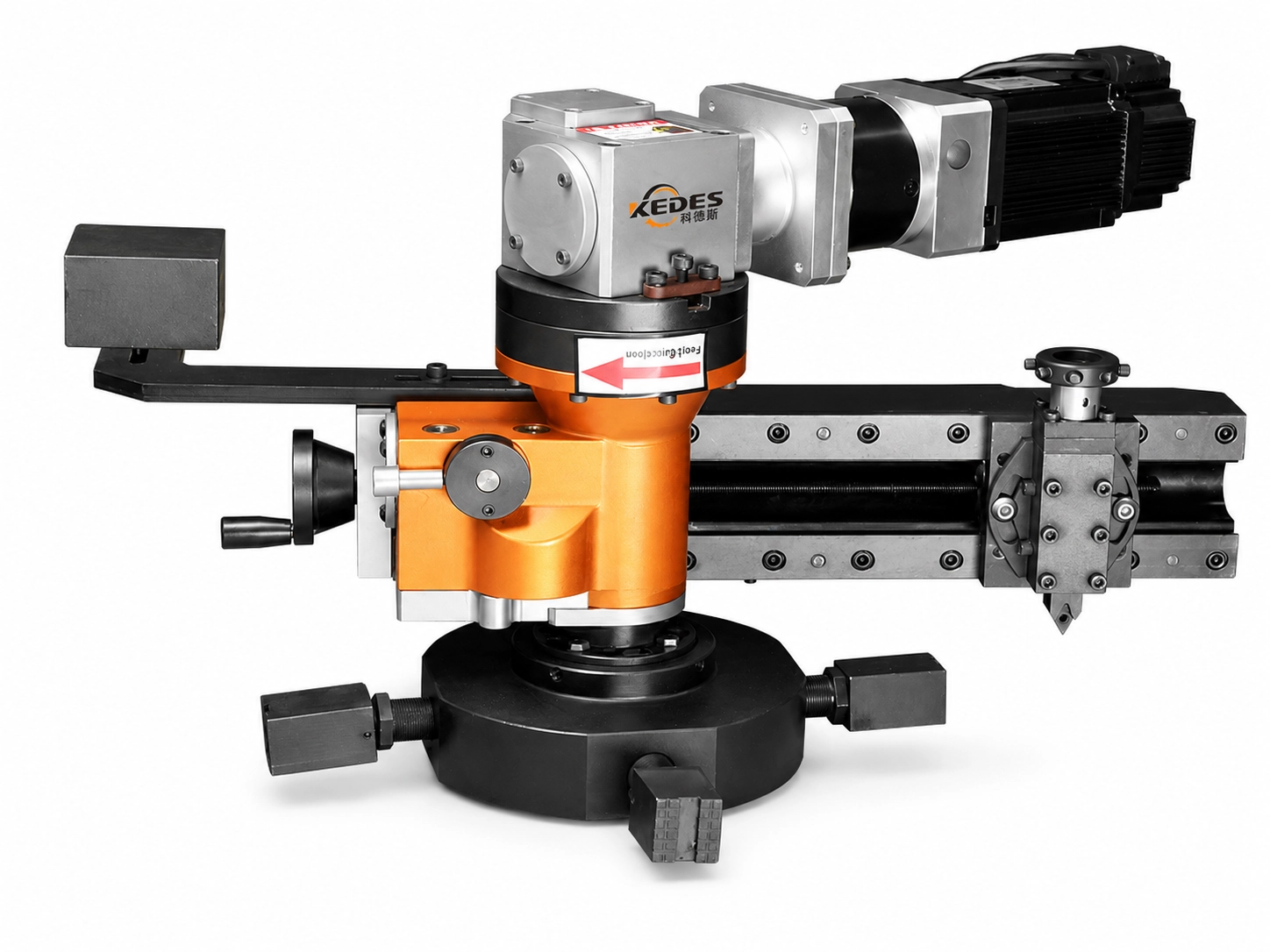
550 kg 固定式铣边机,配独立双电机 —— 4 kW 主轴 + 750 W 进给驱动。 定位介于 DZ 台式机与落地重型液压机之间;是 2–40 mm 板材、坡口宽度 达 25 mm 批量边缘加工的量产车间标准机型。

6.5 kW 自走式板材铣边机,两种机身可选 —— DMM-900 用于陡角立铣 (0°–90°),DMM-90X 通过翻转刀头加工 X / K 复合坡口(无需翻板)。 是箱型梁、桥梁梁与双面焊接前处理的厚板标准工具。

双电机重载板材铣边机,面向厚壁制造 —— 2 × 3 kW 主轴冷铣削,可加工 150 mm 以内板厚与 90 mm 坡口宽度。L 机型液压升降免去手动调高。 是压力容器、桥梁与矿用设备钢板加工的标准工具。

紧凑型固定式铣边机,配电动自动进给,用于中小工件的板材坡口。操作工 把板材推入轨道 —— 机器自动夹持、推进并冷铣出 V / Y 坡口,表面光洁度 Ra 3.2–6.3 μm。80–150 kg 铸造机座抑制振动,长批量作业切口可重复。

自走式行走铣边机,夹住板边自行行走 —— 是固定式机器无法容纳板长的 长边焊接前处理标准工具。四种配置覆盖 6–80 mm 板厚,可选 V / Y / 90° 立切。

6–9 kg 手提式冷切割铣边机,可加工固定式与行走式机器够不到的部位 —— 内孔、弧形板边、接管短节与单件管端。4 刃硬质合金刀具,坡口角度 20°–60° 可调,HDL-15A 坡口宽度达 15 mm。

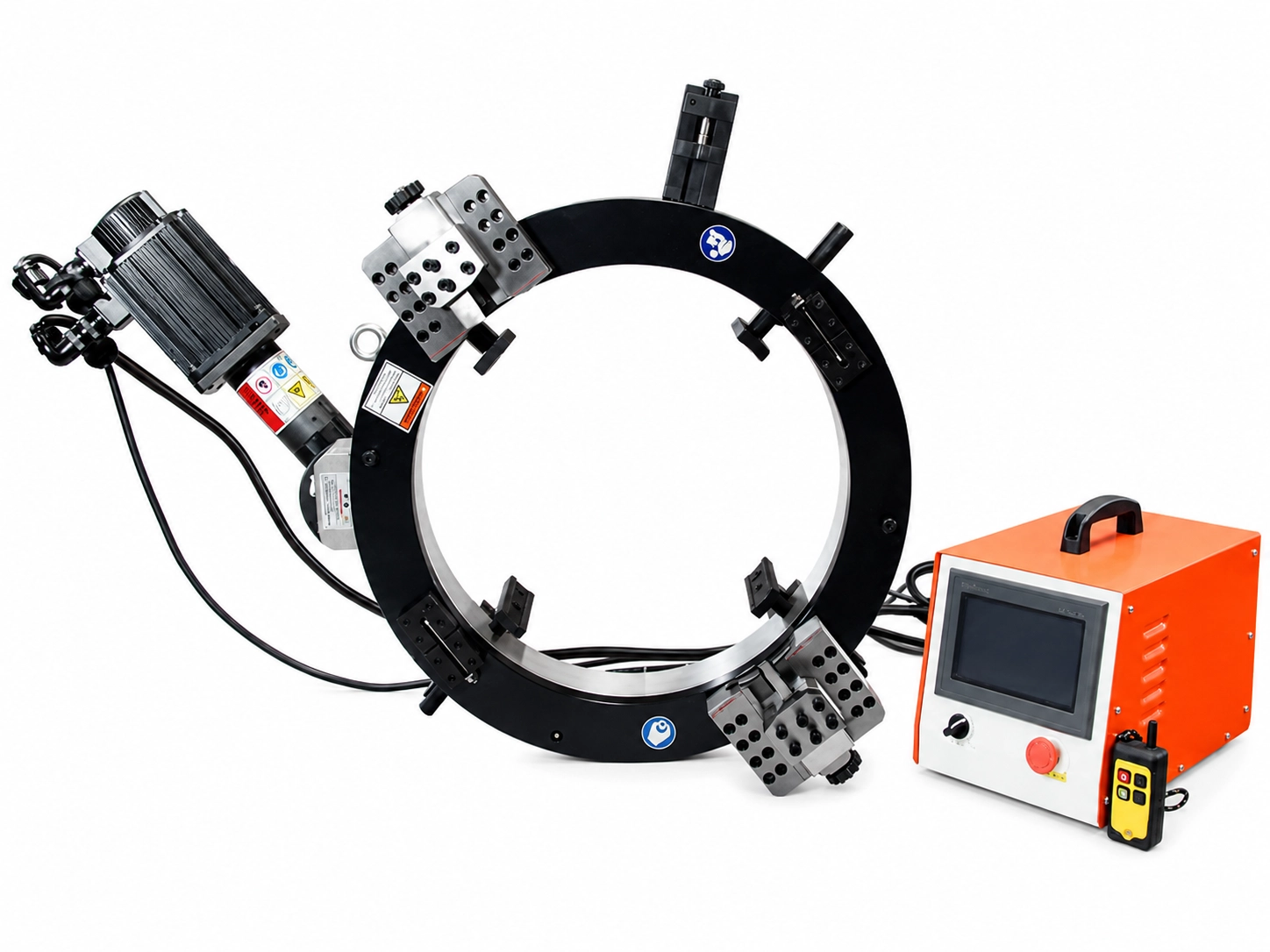
自走式冷剪板材坡口机,采用旋转剪盘而非铣刀 —— 坡口速度 2.0–3.0 m/min, 约为同等板厚硬质合金铣削的 4–8 倍。耗材成本为全线最低(一片磨损盘、 无刀片)。是钢结构与造船行业大批量 V 型坡口加工的标准工具。

便携式镗孔系统,可在不拆解的前提下现场恢复磨损的铰接孔、船尾管、 汽轮机壳体与销轴孔。模块化镗杆装入工件,驱动头带动其穿过同轴孔系 加工至原始公差。可与自动堆焊镗削头配合,实现"堆焊 - 镗孔"一次 装夹修复。

18 kg 手推式冷切割铣边机,用于直线板边。是单件加工、现场修复与 培训的轻便入门之选 —— 靠轮子沿板边滚动,操作工推动手柄。1.1 kW 电机,坡口宽度 1–15 mm,角度 30°–60° 可调。
钢板坡口工艺主要有两条路线 —— 滚剪式与铣削式 —— 多数车间会选错。滚剪式在低碳钢、长直线、单一角度大批量场景下效率最高; 其余所有工况(合金材质、可变角度、高质量要求)都应当用铣削式。
KBM 滚剪式板材坡口机 是低碳钢高产能场景的正解;GL 自走式铣边机 则覆盖其余所有工况。
船厂板对接的特点是焊缝长、壁厚稳定、几何重复,且允许时双面焊。 因此当壁厚超过约 20 mm 时,X 型与 K 型双面坡口 会比单 V 坡口更经济。
长板加工选GL 自走式铣边机 —— 板材夹紧后刀具沿板边行走;重板加工选 DMM 液压重型铣边机。
壁厚 25 mm 以上的容器纵焊缝,是 J 型与复合坡口真正能省钱的场景 —— 参见 V 型与 J 型坡口经济性对比。 难点在于:长壳板上 J 圆弧与钝边要稳定保持一致。
这就把手工打磨彻底排除在外(参见 冷切坡口 vs 手工打磨), 只能上重型铣边机 —— DMM-900 立式铣边机 正是为这一壁厚段量身设计。
并非所有板材坡口都是车间作业。现场修复、船上局部改造、结构件 短板加工,更适合手提式机型。
HDL 手提式铣边机 与 SKF-15 手推式板材坡口机 覆盖这一段。请把板厚、目标坡口角度、现场作业典型工况照片发给 询价表单,我们按"操作工实际能搬动的"尺度推荐机型。
微信扫码添加
微信号:18665878998(电话同号)