轨道焊接前的管端处理与精修
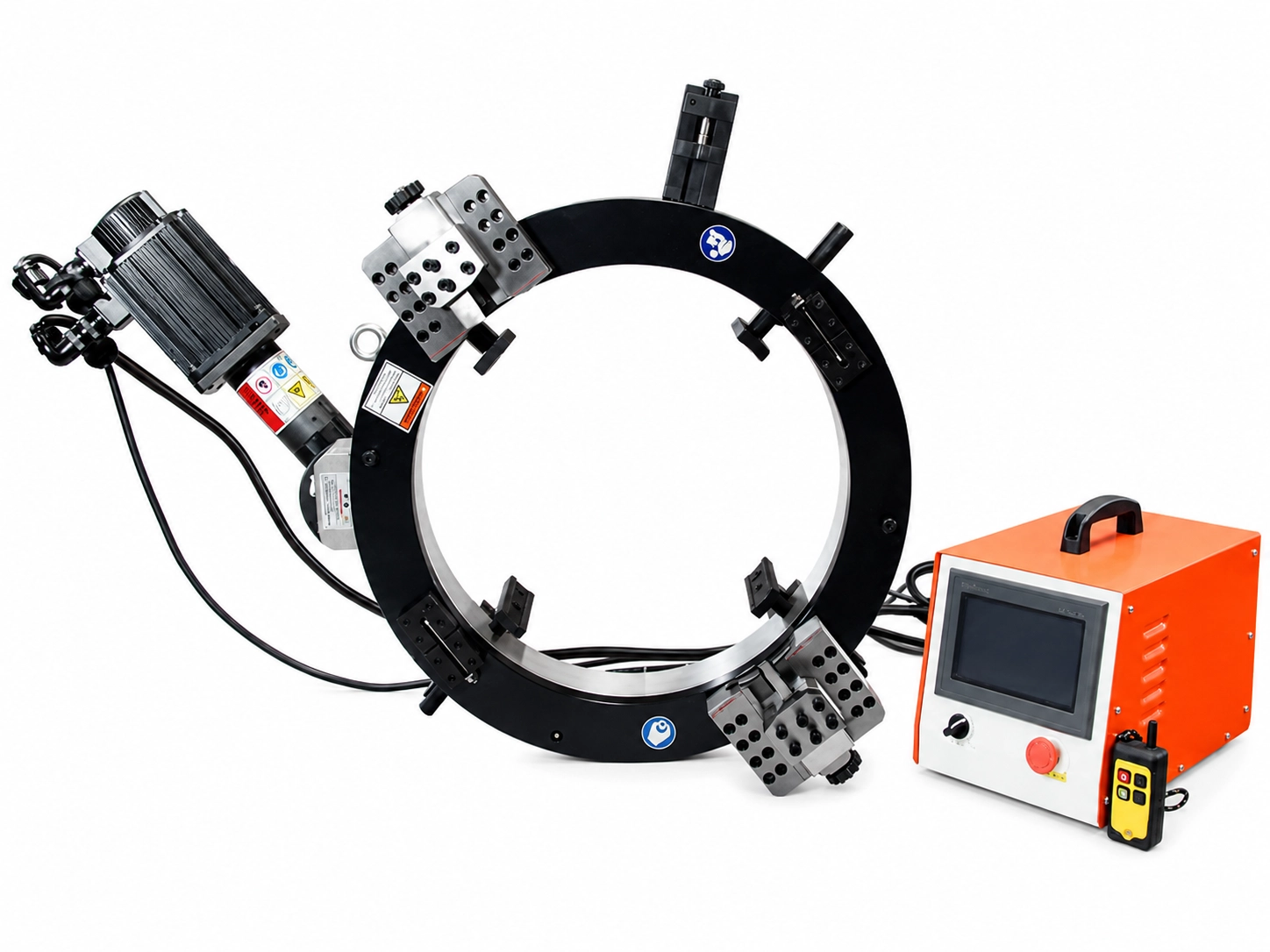
封闭式轨道焊机头从管外径夹紧,沿焊缝中心线起弧 —— 管端面如果 垂直度不在 0.05 mm 以内,电弧间隙在旋转过程中就会波动,焊缝 直接报废。带锯切的端面达不到这个标准,砂轮切割同样达不到。
正确的工艺是用LPM 电动管端面加工机 或 LPM 充电式管端面加工机 进行端面修正,每台机器出厂均附带校准证书。完整轨道焊作业流程 参见轨道焊接入门。
为轨道焊与卫生级焊接平整管端
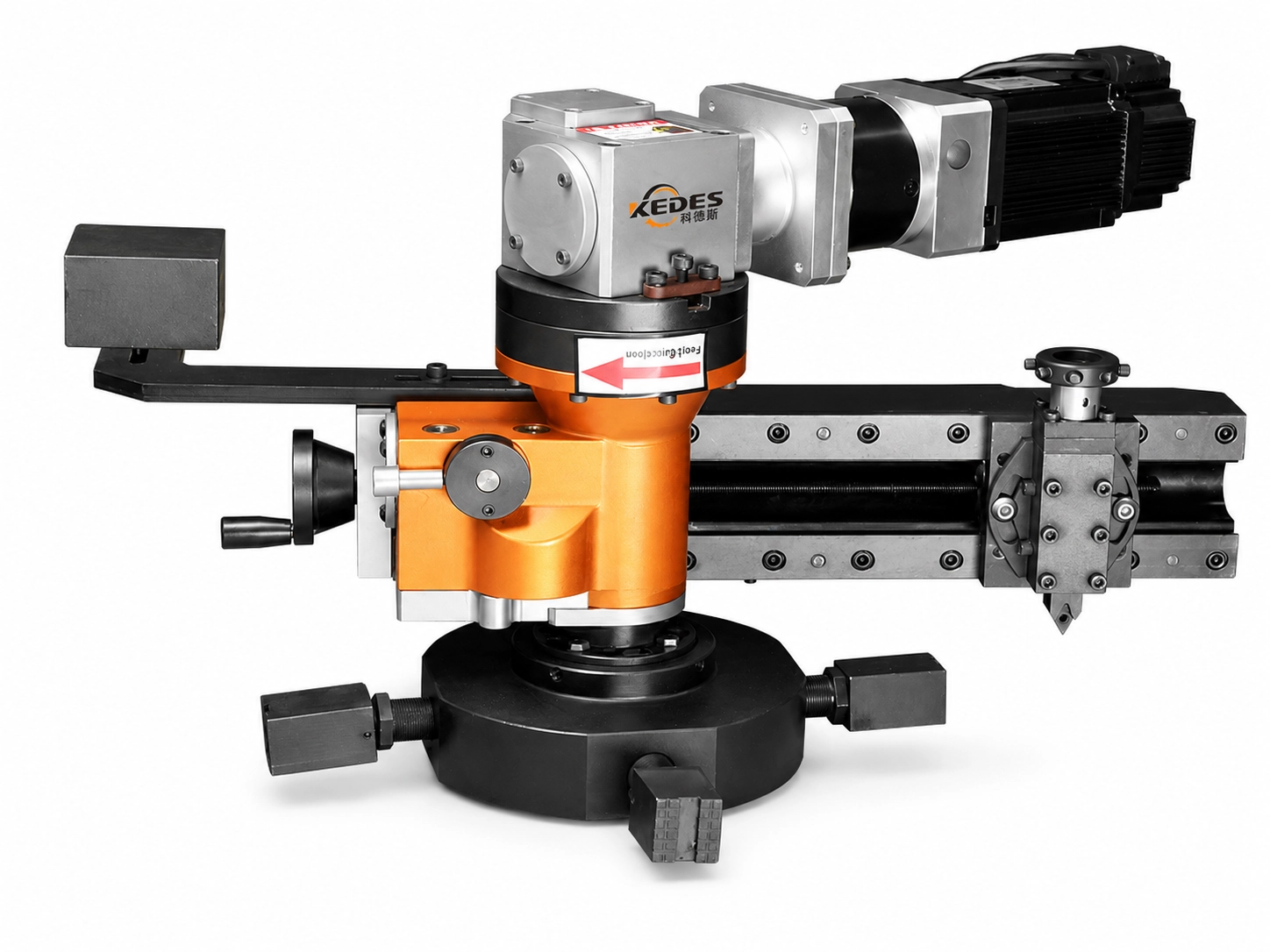
管端面加工机(squaring 设备)可加工出垂直度达镜面级别的管端面, 这是轨道焊机头与高纯管系组对装配的硬性要求。常用于半导体、生物 制药、食品级管道安装的前道工序 —— 在这些场景下,焊缝熔深与内径 同轴度没有妥协空间。


紧凑型内孔装夹管端面加工机,专为换热器与压力容器制造而生 —— 需在单个班次内加工、倒角并去毛刺成千上万个管端的场景。气动一键 夹紧,59 mm 头宽可伸入密集排布的管板。

18 V 电池供电管端面加工机,适用于禁用或不便使用交流电缆的洁净室与 现场安装场景,加工高纯不锈钢管。全接触不锈钢夹头,0.1 mm 微进给 刻度,无毛刺冷切端面可直接交接轨道焊。

1300 W Metabo 驱动台式管端面加工机,适合持续生产。可无限时持续输出 恒定扭矩,大规格机型配行星减速,在厚壁卫生级管上以低转速获得优质 端面。加工管径 Ø 3.17–114.3 mm、壁厚达 5 mm —— 高纯管道制造的 量产车间标准机型。
封闭式轨道焊机头从管外径夹紧,沿焊缝中心线起弧 —— 管端面如果 垂直度不在 0.05 mm 以内,电弧间隙在旋转过程中就会波动,焊缝 直接报废。带锯切的端面达不到这个标准,砂轮切割同样达不到。
正确的工艺是用LPM 电动管端面加工机 或 LPM 充电式管端面加工机 进行端面修正,每台机器出厂均附带校准证书。完整轨道焊作业流程 参见轨道焊接入门。
半导体厂的气体输送管线(硅烷、氨气、氢气)对焊缝处的洁净度 零容忍,端面光洁度需满足 SEMI F70 / F78 标准。在这种场景下, 端面加工质量就等于焊缝质量 —— 没有第二次返工的机会。
此类作业必须使用不锈钢专用刀具。共用刀片造成的碳钢铁素体交叉 污染会在不锈钢表面嵌入铁颗粒,导致钝化失败,几个月后以腐蚀 形式暴露出来。完整的洁净作业规范见 不锈钢坡口加工与耐蚀性能保留。
制药、生物技术与乳品行业管道遵循 ASME BPE —— 接液面电解抛光 Ra ≤ 0.5 µm,端面加工光洁度受控,焊后需满足全 CIP / SIP 清洁 可达性。KD 气动管端面加工机 或 LPM 电动系列均可在不返修的前提下达到垂直度与表面光洁度要求。
换热器管 - 管板接头要求管端面方正、且与管板垂直 —— 否则胀管 工具无法形成均匀的密封圈。这类工况管径段较小(一般 19–50 mm), 但接头数量很大。
车间台式机或手提式机型均覆盖此规格段。批量决定驱动方式 —— 批量生产首选气动驱动,在役设备换管首选无线电动。请把管径、 壁厚、接头数量与材质发到询价表单,我们按批量推荐 合适机型。
微信扫码添加
微信号:18665878998(电话同号)