选对工具,做对工艺
由我们的现场加工工程师撰写的工艺讲解、标准参考与选型指南。 每当车间遇到值得解答的问题,我们就会发布新文章。

不锈钢坡口加工如何不损失耐蚀性能
不锈钢失去耐蚀性,不是因为合金本身,而是因为有人怎么做的前处理。 这里讲清楚在焊工到场之前就毁掉奥氏体与双相钢管道的四个前处理错误, 以及检验员在 PMI 上实际看什么。

锅炉水冷壁管更换 —— 现场坡口加工指南
水冷壁与再热器管更换,首先几乎从来不是坡口问题,而是空间问题。 这里讲清楚如何选能伸进鳍片之间的设备、典型检修工期实际是什么样, 以及我见过班组在哪丢掉工期。

冷切坡口与手工打磨 —— HSE 与质量论证
打磨看起来灵活又便宜,但在真正的规范焊缝上两者都谈不上。这里讲清楚 操作工依赖在废焊口上的真实代价、为什么 HSE 不允许你在运行装置内打磨, 以及把角磨机放回"只做清理"抽屉的理由。

双面板材坡口 —— X 型与 K 型坡口实践
约 20 mm 壁厚以上,单 V 板材前处理是加工车间最贵的习惯。这里讲清楚 X 型与 K 型坡口何时真正省钱、多数车间不去测的变形问题,以及决定 节省能否在项目里存活的机器选择。

法兰密封面光洁度 —— 标准面、光面与螺旋齿面详解
法兰密封面光洁度不是装饰规格,而是密封参数 —— 与垫片匹配才能止住 接头泄漏。这里讲清楚图纸上会出现的三种光洁度、关键的 Ra 目标,以及 我见过的因配错而泄漏的失效模式。

如何现场加工 RTJ 沟槽(API 6A 现场修复)
RTJ 沟槽靠金属对金属接触密封,正因如此,深度、角度或表面光洁度上 一个小误差就会泄漏。在二十年的法兰加工现场出勤后,这里讲清楚现场 如何保持公差,以及我反复看到班组在 R、RX、BX 沟槽上犯的四个错误。

危险区气动加工 —— 它为你换来什么
气动驱动并不会神奇地让工具在 1 区安全。它消除一个点燃源 —— 电动机 —— 而仅此一项就是早班 06:00 开工与等动火许可之间的区别。这里讲清楚 它实际换来什么、又没换来什么。

滚剪式与铣削式 —— 板材坡口如何选
滚剪式是单一角度长批量生产的正解。铣削式是几乎其余一切的正解。 这里讲清楚盈亏平衡点、滚剪式在合金上如何悄悄失败,以及多数车间 问反了的那个问题。

如何选择轨道管切机 —— 现场采购指南
没有单一"最好"的轨道管切机 —— 只有与你实际的管径范围、垂直度目标与 作业空间相匹配的合适机器。这里是我带每位轨道焊客户走的决策树,附上 宣传册一笔带过的权衡。

如何选择焊缝去除工具 —— 刨铣机、铣削头还是打磨机
打磨机最终能磨平任何焊缝,锤子也能。但两者在长焊缝或受控光洁度上 都做不出规格要求的东西。这里讲清楚动力刨铣机或铣削头何时是正确机器、 各方法能保持的高度公差,以及量产作业从打磨机切换的经济账。

高纯管道轨道焊接入门
轨道焊接能在太小或太关键、无法可靠手工焊的管道上做出稳定的 X 射线 探伤级焊缝。难点不在工艺,而在管端前处理。这里讲清楚封闭焊机头如何 工作、前处理公差究竟是多少,以及我在哪看到客户因上游加工差而浪费 了一个焊机头。
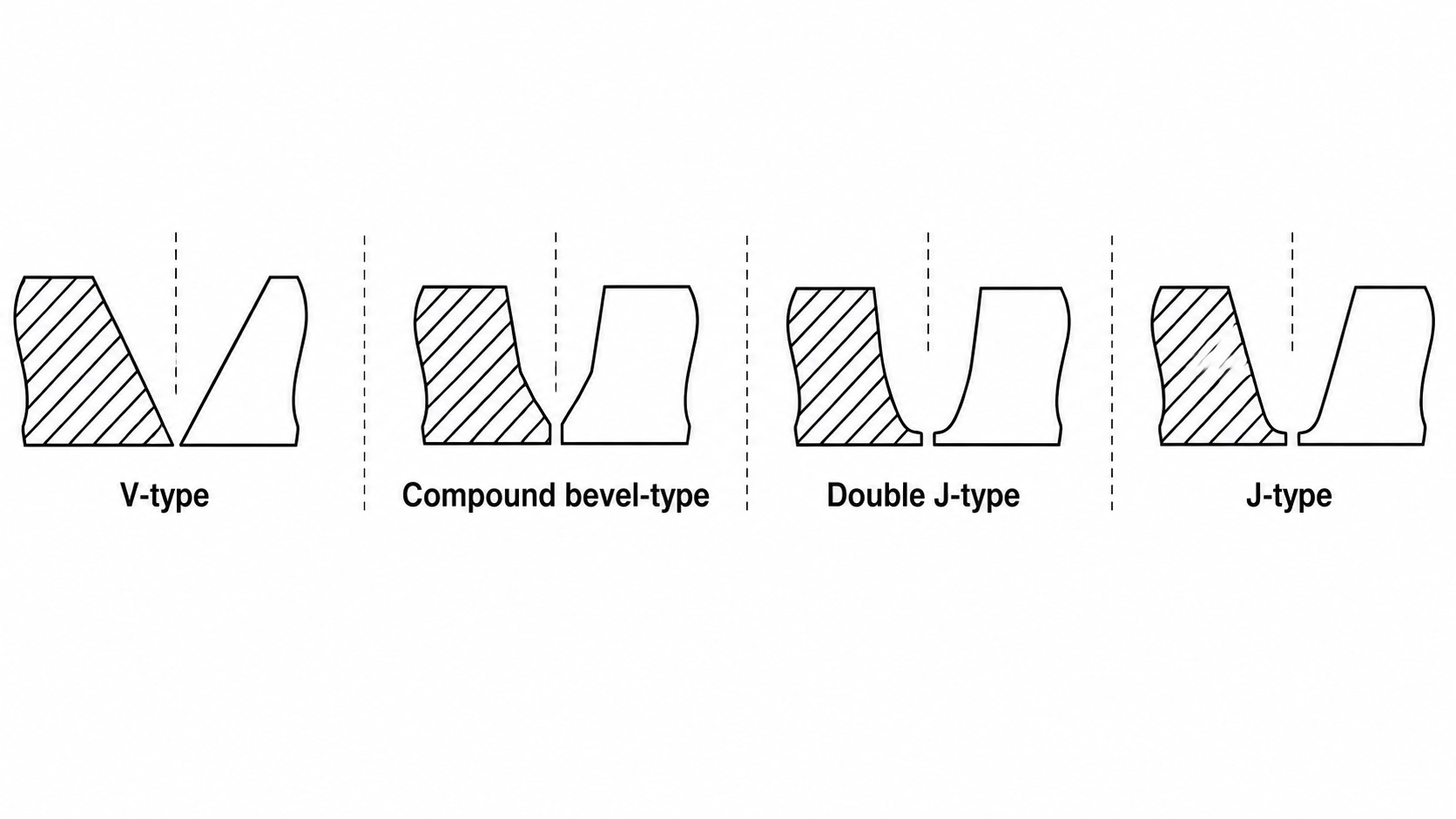
V 型、J 型与复合坡口 —— 选型与逐个焊口的经济账
V 型是主力,J 型在厚壁上把焊材用量减半,复合坡口是双面可焊时的招法。 这篇把几何选型、按壁厚的经验法则、按材质与工艺划分的盈亏平衡点, 以及 J 型不回本的三种情形一次讲清楚。
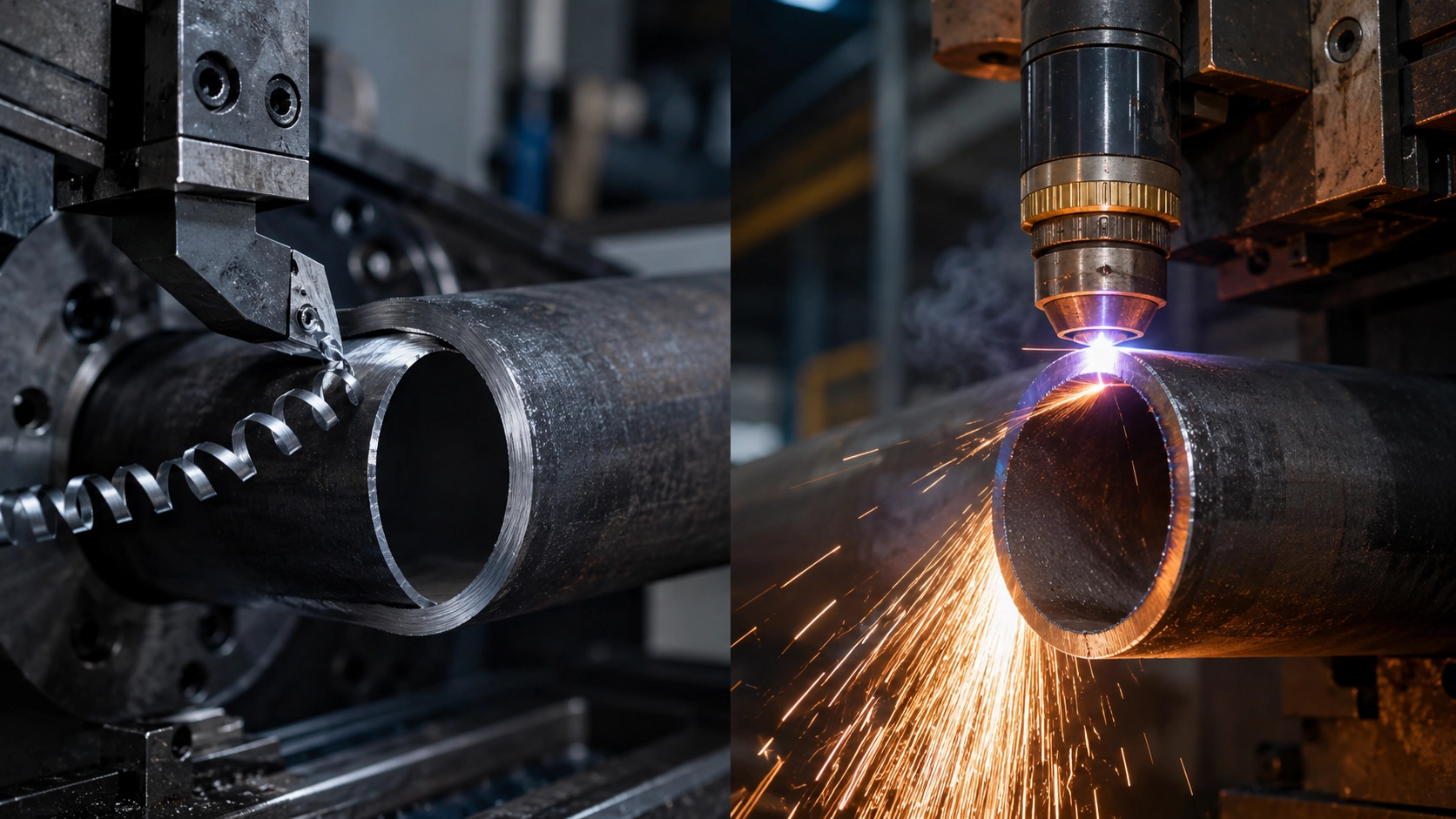
冷切割与热切割对比(等离子与氧 - 乙炔)
机械冷切割与热切割用两种不同方式解决同一个问题,而选错的代价显现 在下游,而非切口处。这里讲清楚各自适用何时、我在哪看到班组浪费钱, 以及为什么规程管道近十年统一选了冷切割。

什么是管道坡口?类型、角度与标准
管道坡口,是把管端机加工成 WPS 所规定的焊接坡口几何。在为现场班组 制造坡口机十余年之后,这里讲清楚规范到底要求什么、大多数项目错在 哪里,以及如何选一个能一次焊好的几何。