系列 10 / 10
自动轨道焊机
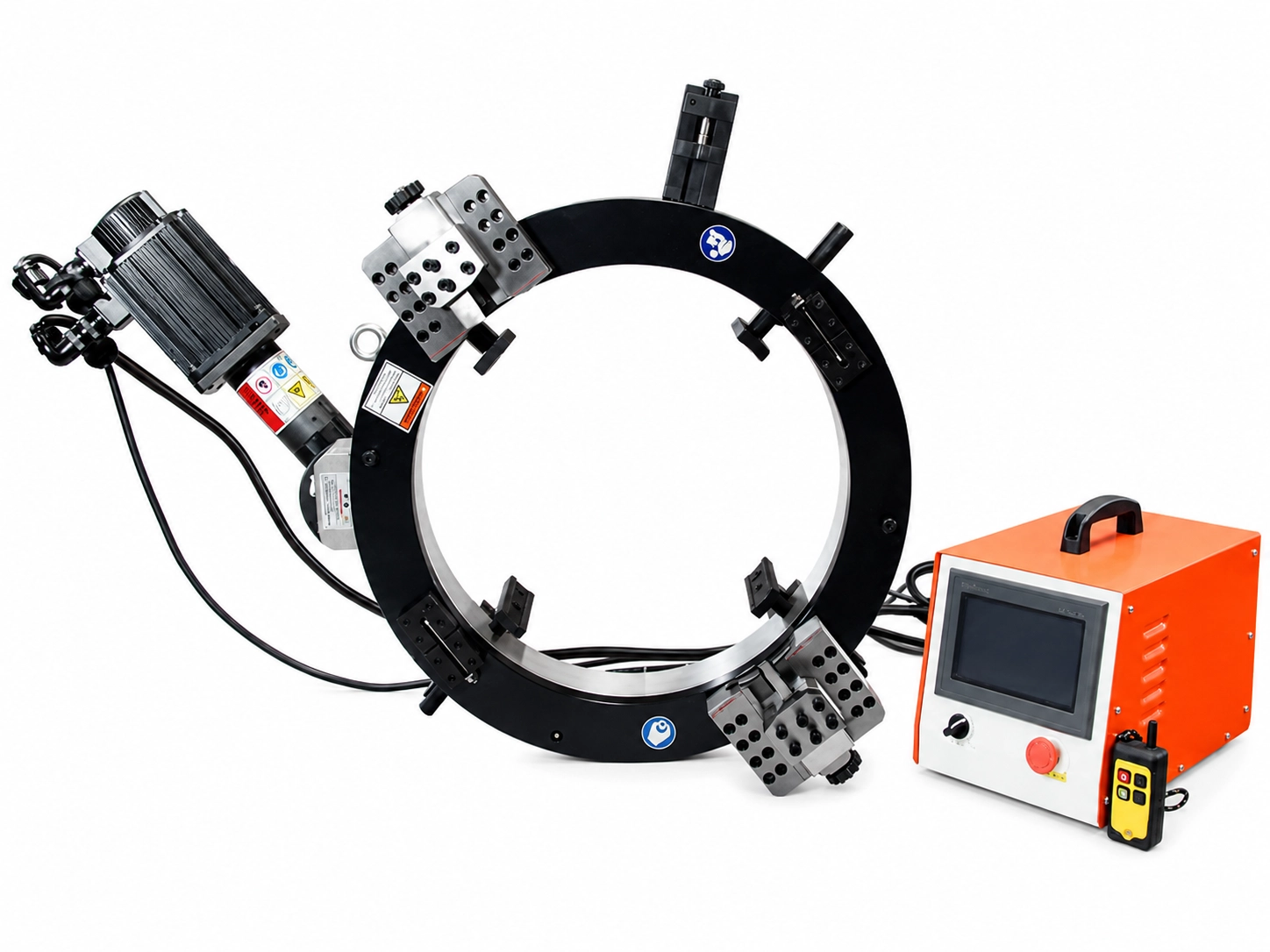
封闭式轨道焊 —— M200 系列
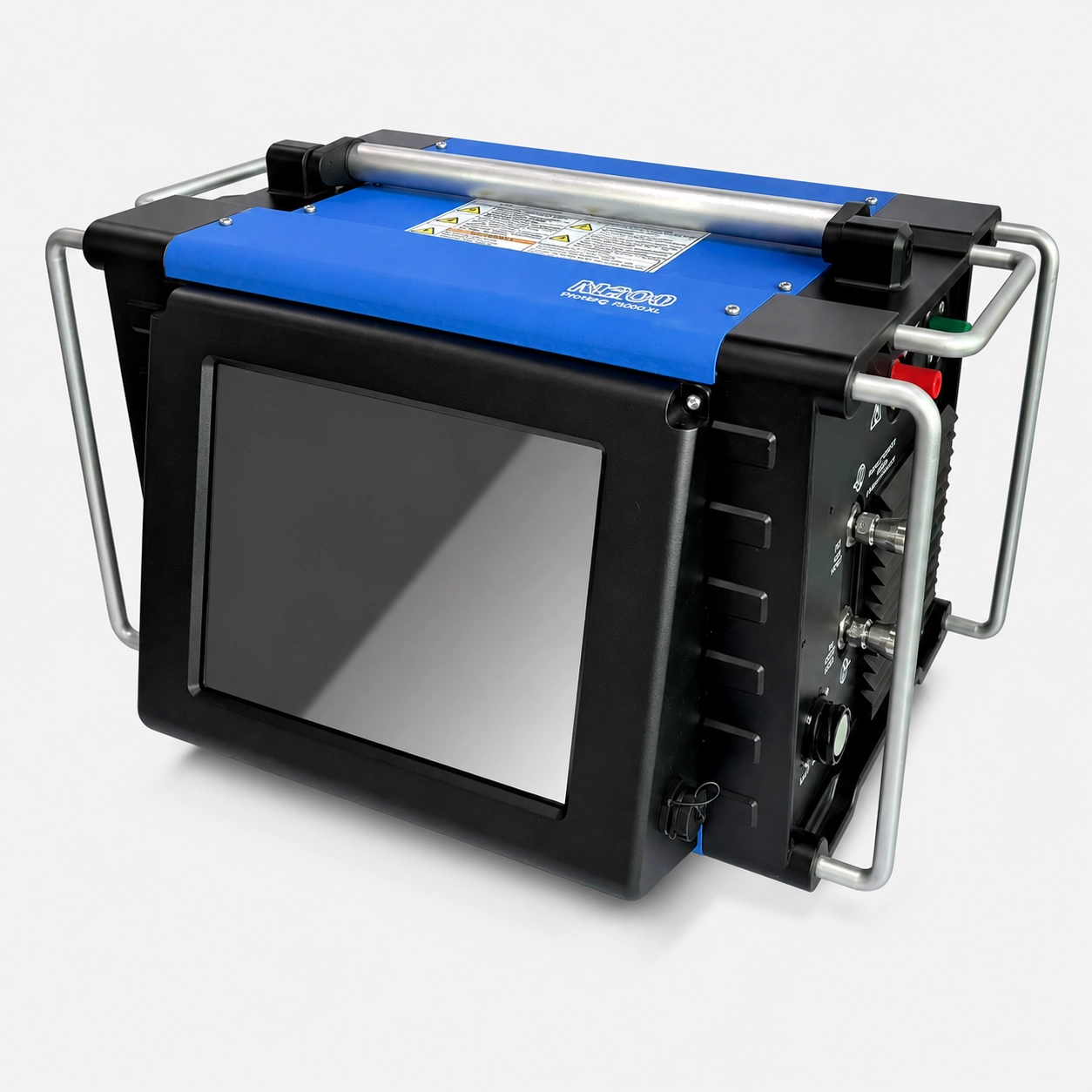
封闭式轨道 GTAW(钨极氩弧焊)系统,可在小口径管材上实现稳定的 X 射线探伤级焊缝质量。M200 系列覆盖半导体气体分配、生物制药 工艺管线与航空航天液压系统所使用的常见管径。风冷与水冷焊机头 共用同一套可编程焊接电源。

02 应用场景
半导体超高纯(UHP)气体输送系统
生物制药与生物技术工艺管道
航空航天液压与流体系统
炼厂与实验室仪表管路
04 深度应用 01 02 03 04
这些设备的典型工况。
生物制药与生物技术工艺管道
ASME BPE 工艺管道要求受控的表面光洁度、全 CIP / SIP 清洁 可达性,以及焊缝处不被空气中氧气污染。封闭式轨道焊是唯一 能在量产规模下稳定满足这三项要求的焊接工艺。
这类项目的瓶颈通常不在焊机本身,而在前处理设备。砂轮切割 或带锯切割的端面根本送不进轨道焊机头。切割机选型见 如何选择轨道管切机。
航空航天液压与流体系统
航空航天液压、燃油与氧气管路使用小口径管材(一般 6–20 mm), 检验抽检率极高。手工 GTAW 的缺陷率在这种检验密度下不经济 —— 必须用轨道焊把每个焊口的成本降到合理水平。
M200 风冷与水冷焊机头覆盖典型管径段。请把管径、壁厚、 材质发到询价表单,我们匹配焊机头与电源。 不锈钢前处理工艺规范参见 不锈钢坡口加工与耐蚀性能保留。
炼厂与实验室仪表管路
05 常见问题
快速答疑。
M200 系列覆盖哪些管径?
M200 系列覆盖半导体与制药行业常用的小口径管材。风冷焊机 头适合轻负载工况;水冷焊机头适合连续作业的量产工况。 询价时请提供管径、壁厚、材质与目标焊接程序,我们精确匹配 焊机头。
封闭式与开放式轨道焊 —— 应该选哪个?
内壁不允许污染的管道(半导体超高纯气体、ASME BPE 卫生级 管道、航空航天流体系统)必须选封闭式,焊机头将焊接区完全 封闭在氩气保护下。直径较大(约 Ø 75 mm 以上)、对污染 容忍度更高的工艺管线选开放式。完整工艺细节见 [轨道焊接入门](/guide/orbital-welding-basics/)。
焊前管端面方正度要求多高?
BPE / 半导体场景下的封闭式轨道焊要求垂直度 ≤ 0.05 mm; 开放式可接受 ±0.2 mm。带锯切口约 ±0.5 mm —— 远不达标。 端面加工设备的重要性不亚于焊机本身。请搭配 [带校准证书的管端面加工机](/pipe-facing-machines/)使用。
上游切割与端面加工设备能配套供应吗?
可以。高纯管道的标准工艺链是冷切割 → 管端面加工 → 轨道 焊接,我们按整套方案报价。切割机选型见 [如何选择轨道管切机](/guide/the-best-orbital-pipe-cutters/), 配套端面加工机参见[管端面加工机系列](/pipe-facing-machines/)。
焊接程序参照哪些标准?
程序库目标标准包括 ASME BPE、SEMI F70 / F78、AWS D18.2 (焊缝变色控制),以及按项目要求的航空航天标准。每种 管径 / 壁厚 / 材质组合需在客户现场单独评定 —— 程序库默认 值仅为起点,不能直接当作最终评定通过的焊接工艺。
一种新管材规格的评定要多久?
视复杂程度,半个班次到一天不等。焊机出厂带程序库,安装 到位后由我们工程师配合客户在具体管径 / 壁厚 / 材质上完成 工艺评定。之后同一程序可保持每个焊口质量一致,不依赖 操作工水平。