



1 / 7
DC / DY 单头 ISO 286 H7 / H8(长度公差) DIN 6784 倒角几何
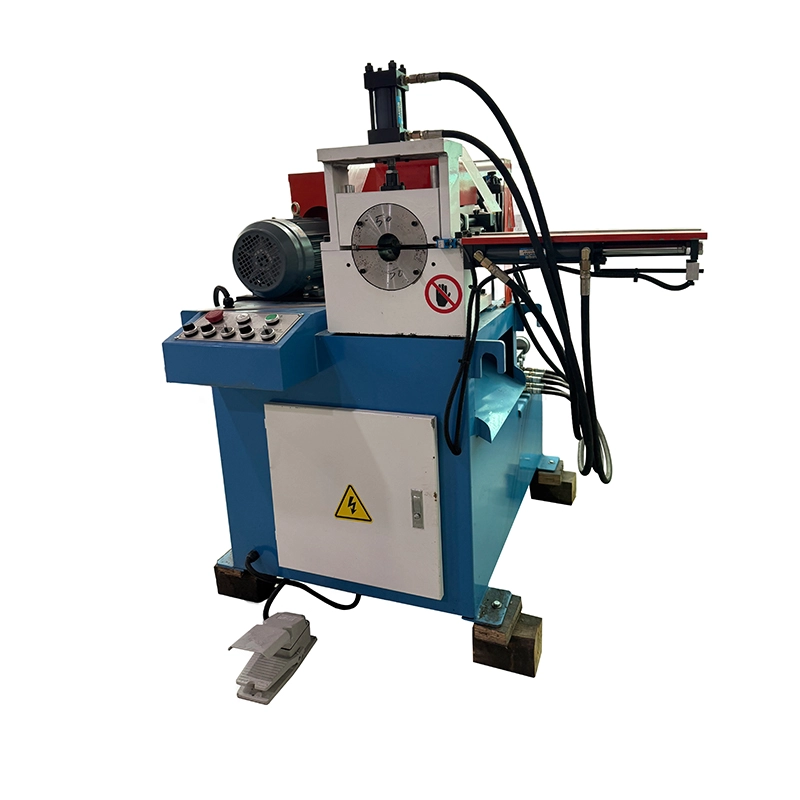
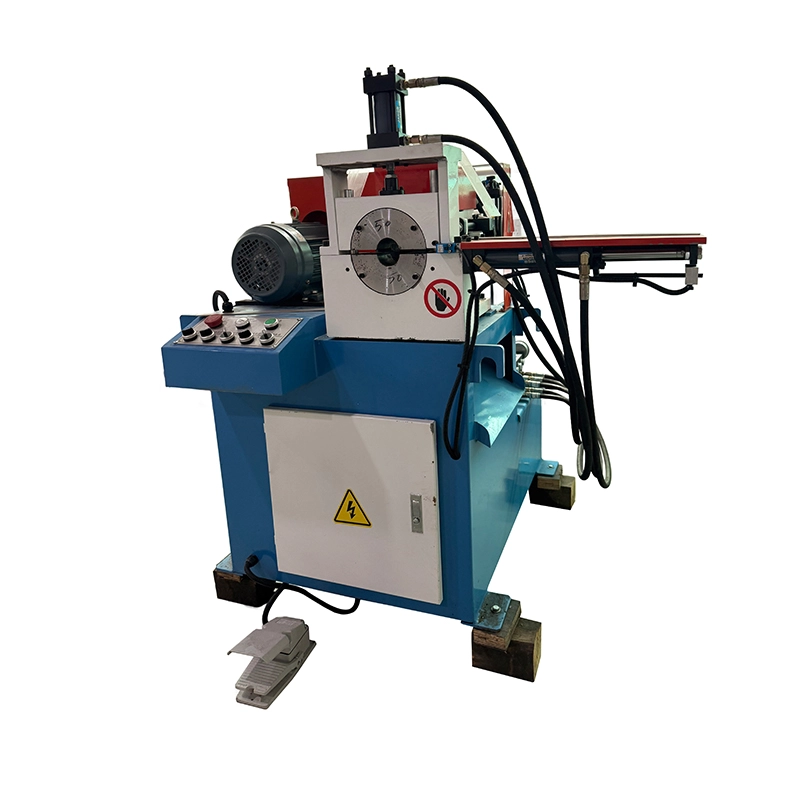
单头自动管材倒角机
管材与实心棒料的自动单端倒角与端面加工工作站。踩踏板启动循环, 一次走刀完成外倒角、内倒角与端面加工 —— 3–5 秒一件,长度公差 ±0.1 mm。气动(DC)适合薄壁高速;液压(DY)适合厚壁管与棒料。
管道外径范围
Ø 3 – 425 mm
节拍
3 – 5 秒 / 件
加工功能
外倒角 + 内倒角 + 端面加工
驱动方式
气动(DC)· 液压(DY)
通常一个工作日内回复(GMT+8)
01 型号对比
按规格选型 —— 本系列共 9 款型号。
| DC-60 气动 · Ø 3 – 60 mm | DC-80 气动 · Ø 18 – 80 mm | DC-120 气动 · Ø 20 – 120 mm | DC-180 气动 · Ø 30 – 160 mm | DY-80B 液压 · Ø 15 – 80 mm | DY-120B 液压 · Ø 15 – 120 mm | DY-230 液压 · Ø 60 – 230 mm | DY-300B 液压 · Ø 80 – 300 mm | DY-450B 液压 · Ø 100 – 425 mm | |
|---|---|---|---|---|---|---|---|---|---|
| 管道外径范围 | 3 – 60 mm | 18 – 80 mm | 20 – 120 mm | 30 – 160 mm | 15 – 80 mm | 15 – 120 mm | 60 – 230 mm | 80 – 300 mm | 100 – 425 mm |
| 壁厚 | 薄壁 | 薄壁 | 薄壁 | 薄壁 | 0.6 – 8 mm | 1 – 12 mm | 1 – 15 mm | 0.6 – 15 mm | 2 – 20 mm |
| 电机功率 | 0.75 kW | 1.5 kW | 4.0 kW | 4.0 kW | 2.2 kW | 4.0 kW | 5.5 kW | 7.5 kW | 11 kW |
| 实心棒料能力 | Ø 0.5 – 3 mm | Ø 1 – 4 mm | Ø 1 – 4 mm | Ø 1 – 4 mm | Ø 50 mm | Ø 50 mm | Ø 60 mm | Ø 30 mm | Ø 20 mm |
| 节拍 | 3 – 5 秒 / 件 | 3 – 5 秒 / 件 | 3 – 5 秒 / 件 | 3 – 5 秒 / 件 | 5 – 8 秒 / 件 | 5 – 8 秒 / 件 | 5 – 8 秒 / 件 | 5 – 8 秒 / 件 | 5 – 8 秒 / 件 |
| 长度公差 | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm | ±0.1 mm |
| 索取该型号报价 |
02 产品视频
看它在工件上实际运行。
实拍加工过程,无剪辑加速。需要针对您工件的定制演示视频,请 。
单头自动管材倒角机实拍
单端上料,自动进给完成管材端口倒角。
03 工作原理
自动管材倒角如何取代车床作业
手动车床操作工每个管端一般需 60–90 秒来装夹、设刀深、车端面、 倒角、卸夹 —— 且结果随操作工水平而变。单头倒角机颠倒了这个工序: 操作工只需把管子放入 V 形块、踩下脚踏板。机器气动(DC)或液压 (DY)夹紧管子,轴向进给多刀头在 3–5 秒内同步切出外倒角、内倒角 与端面,再退刀松开。操作工产能相比车床提高 10 倍以上,且无论操作 工疲劳与否,长度公差稳定在 ±0.1 mm —— 这正是下游机器人焊接与 装配的实际要求。

04 核心特点
专为施工现场而生。
// 01
三合一刀头 —— 倒角 + 倒角 + 端面
外倒角、内倒角与端面由单个多工位刀头同步切削。三道工序 3–5 秒完成 —— 替代三道独立车床工序。
// 02
踏板启动自动循环
操作工把管子放入 V 形块、踩踏板。机器夹紧、进给、倒角、退刀、松开。同一长度批次内每件无需调机;每件操作工动作 < 2 秒上料。
// 03
±0.1 mm 长度公差
刚性铸铁刀头与直线导轨产生可重复的切深。长度一致性是下游机器人焊接单元的实际要求 —— 公差超过 ±0.3 mm 就会出故障。
// 04
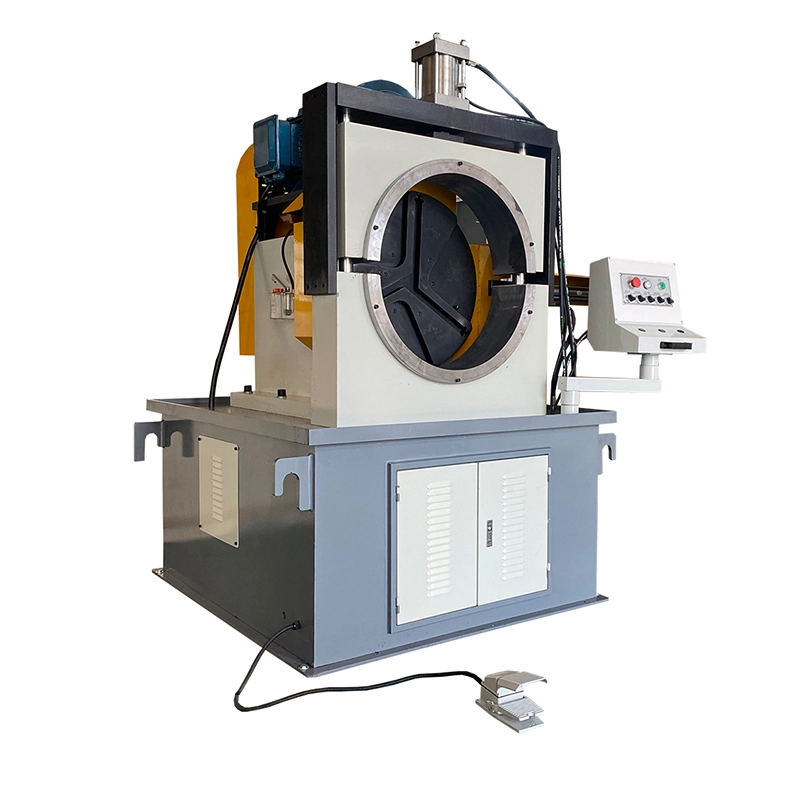
气动(DC)适合薄壁,液压(DY)适合重型
DC 气动 0.6–0.8 MPa 适合薄壁家具与汽车管(实心棒料最大 4 mm 壁厚)。DY 液压适合厚壁管与大棒料 —— 在 Sch 80 / 160 碳钢与合金作业上持续输出扭矩。
// 05
圆管、方管与实心棒料
标准 V 形块夹持圆管。可选方管与实心棒料定制夹爪 —— 家具与结构件制造常见。
// 06
9 种规格覆盖 3 mm 至 425 mm 外径
单一供应商覆盖从仪表管(DC-60)到重型液压管(DY-450B)。量产车间在整个管材库存上统一为一个机型家族。
07 常见问题
关于 DC / DY 单头 的常见问题。
没找到答案?
单头还是双头 —— 该订哪个?
单头(本机)用于一般管端处理 —— 通常只需倒一端(如装入接头), 或管子太长无法双头上料。双头用于两端长度公差需匹配机器人焊接 装配的大批量生产。临界点一般为 500–1000 件 / 天 —— 低于此, 单头更经济。
气动与液压为何区分?
气动(DC)单件循环更快(3–5 秒)、采购成本更低 —— 用于切削力 低的薄壁管(≤ 4 mm 壁厚)。液压(DY)可无限时持续输出切削扭矩, 可处理重壁(达 20 mm)与大实心棒料 —— 当材质牌号与壁厚超出 气动能力时选用。
能加工方管还是只能圆管?
圆管为标准配置。方管需配定制 V 形块夹爪 —— 询价时请说明截面。 工件夹正于轴线后,刀头与进给机构作业方式完全相同。
可加工哪些倒角几何?
标准 C 倒角(45° 平面)与 R 倒角(弧形)随机配标准刀具。定制 角度(15°、30°、37.5°)与 J 型坡口几何可用定制刀具组加工 —— 如下游焊接需要特定坡口标准,请于询价时说明。
08 相关系列
全部自动倒角机 
